

来源:网络转载更新时间:2020-05-09 10:18:09点击次数:7944次
一、概 述
烧结混合料是由各种矿粉、燃 料、熔剂及返矿等配成。配料的合 理性直接影响着烧结矿的质量和产 量,因此国内外都很重视烧结配料 自动化的研究。国外在50年代初 就开始试验研究〔1〕,目前巳广泛 利用配料秤进行自动重量配料,也 有的烧结厂采用X射线萤火分析装 置测定原料及烧结矿的化学成份以 便控制烧结矿的质量和产量。国内在60年代中期也着手研究烧结自动 配料,目前巳能进行单机或局部配 料自动化,如首钢烧结厂,梅山烧结厂等 〔2、3、6〕。为了促进该项工作的发展,现就 配料秤及配料自动化中有关问题进行介绍。
二、配料秤
配料秤配置方式
据国外资料报导及国内试验表明,应用 到烧结自动配料较好的配料秤配置方式有如
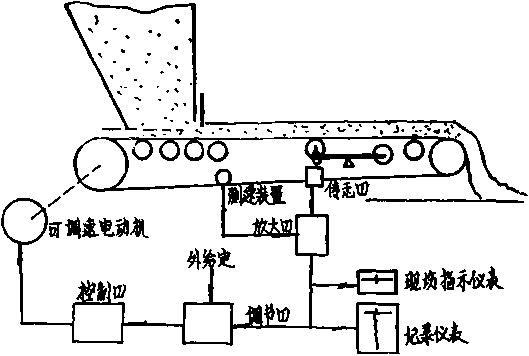
图1给料配料皮带秤控制系统方块图
到自动配料的目的。这种配料秤的主要优点 是:
(а) 结构简单投资少;
(б) 对松散物料给料均匀;
(c)耗电少;
从国内试验及应用来看,有如下缺点:(。)当矿槽中有料时,难以对皮带秤的零点进行调整;
(1)给料配料皮带秤
矿槽的下部,在没有自动上料的情况下,矿配置方式如图1所示,秤的短皮带直接 设置在配料矿槽的下部,配料皮带秤既具有 给料机的作用,又可进行续继称量,并以自 动控制装置控制皮带传动电动机的转速,达槽中的料位变化较大,这会直接影响到皮带 张紧力的变化,因此也就会影响到配料皮带 秤的称量精度。
 |
当应用这种配料皮带秤时, 要求矿槽中的料位必须保持在一定高度以上;
(d)物料中的铁钉、角钢等会损坏皮 带。
 这种配料秤适合应用到松散物料配料 料上,如石灰石、焦粉等。对于在湿度大颗 粒细的铁矿粉上的应用则有一定困唯。国内 应用这种配料秤的烧结厂有攀钢烧结厂,首 钢第二烧结厂、韶关冶炼厂烧结厂、南一钢 球团车间等。其精度对松散物料可以达到 1 %以内〔2、4〕。
这种配料秤适合应用到松散物料配料 料上,如石灰石、焦粉等。对于在湿度大颗 粒细的铁矿粉上的应用则有一定困唯。国内 应用这种配料秤的烧结厂有攀钢烧结厂,首 钢第二烧结厂、韶关冶炼厂烧结厂、南一钢 球团车间等。其精度对松散物料可以达到 1 %以内〔2、4〕。
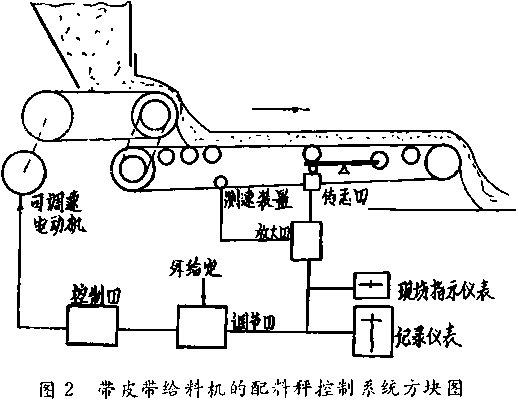
带皮带给料机的配料秤配置方式如图2所示,图中一个短皮带 起给料机的作用,另一个短皮带起连续称量 的作用,以便消除矿槽中料位的变化对配料 秤称量精度的影响。这种配料秤与前一种比 较,结构较复杂。目前国内应用的单位有红 透山选矿厂,南一钢球团车间。
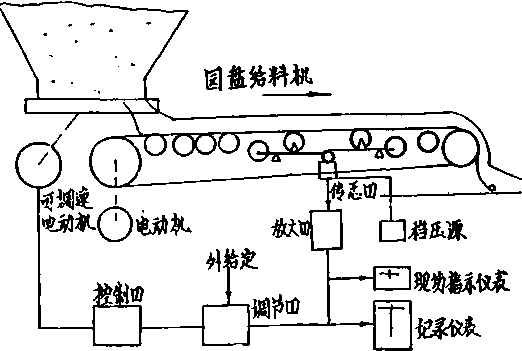
配置方式如图3所示,园盘给料机是一 种历史很久的给料机,它的适应性强,可以 进行各种粉状 物料给料。它的主要缺点是结 构较复杂、投资多、耗电大及给料不均匀 等。目前国内大部分烧结厂配料室釆用这种 给料机。对应用这种给料机实现自 动配料也进行了大量的试验研究, 并取得了较好的效果。称量装置可 以釆用单托馄式秤架或双托辗双杠 杆式秤架。
目前国内应用这种配料秤的烧 结厂有梅山烧结厂、首钢第一烧结 厂、马钢第一烧结厂等〔6)。其精度 可以达到1.5%以内。
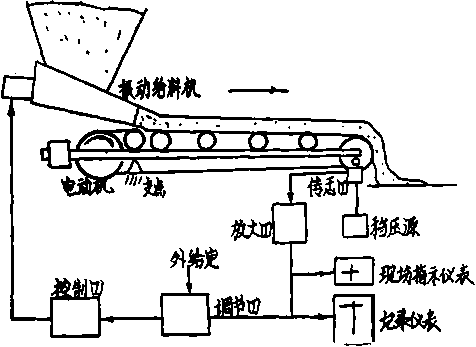
带振动给料机的配料秤 配置方式如图4所示,这种配 料秤和上一种基本相同,只不过给 料机改为振动给料机。振动给料机 给料均匀且比园盘给料机结构简 单、耗电低,但对湿度较构大颗粒细 的铁精矿粉给料困难。同样,称量 装置可以采用悬臂式秤架,也可以 釆用单托棍式秤架或双托辗双杠杆 式秤架。
称量装置对称量装置,可以采用悬臂式 秤架,单托辗式秤架,双托報,双杠 杆式秤架。现分别将有关情况述评如下:
(1)悬臂式称架 悬臂式配料秤须配单独给料机。皮带秤输送 的物料量为:
Q = 3.6G.〃
式中:Q——皮带秤瞬时输送的物料 量,吨/小时;
G——单位皮带长度上的荷重, 公斤/米;
V——皮带运行速度,米/秒。
这种皮带秤一般可以把皮带速度固定不 变,而只有G是个变量,(见图4)。
这种皮带秤具有结构简单、体积小及称 量精度不受皮带张力变化影响等优点。但是 它具有以下主要缺点:
(a )受料重心的改变会影响称量精 度。一般配置使受料重心与秤架的支点重 合,这对于松散粉状物料、振动给料机或溜 槽时能得到较好的配料效果,如在水泥工业 中的应用。铁矿粉烧结厂的物料(湿度较大 而粘性大)及釆用园盘给料机给料时,难以 达到受料重心不变,因而影响配料精度;
(6)皮带上粘料而又不能加清扫器, 容易造成物料的死循环,影响测量精度;
(c)如果受料点落差很高,会造成对
皮带秤冲击的影响。
(2)单托相秤架
这种类型的配料秤和普通的电子 皮带秤一样,只不过增加了一个小的 皮带机。它有两种配置方法。一种是 没有设置单独的给料机,小皮带机既 起给料机的作用也起连续称量的作 用,如图1所示。它通过调节皮带机 传动电动机的转速来控制给料量。这 种配料秤具有较小滞后时间。另一种 配置方法如图3所示,需要配置单独 的可调速的电动机或可控硅振动给料 机。该配料秤的秤架图1和图3所示, 可以将皮带速度固定一个数值。但是这样增 加控制的滞后时间。这类配料秤的主要优点 是:
(а) 可以设置足够长的受料段,减少 受料对称量精度的影响;
(б) 皮带机上可以装设清扫器,减少 皮带上粘料对称量的影响。
它的主要缺点是和其它一般皮带秤一 样,称量精度属皮带张力的影响。
(3)双托辗双杠杆秤架
目前使用的配料皮带秤,大多数是单托 辐式秤架。单托辐式秤架容易引起动态水平 力对测量的影响,为了提高配料皮带秤的精 度和稳定性,减少动态水平力变化对测量精 度的影响,我院与梅山工程指挥部烧结厂于 1980年研制了一种双托視双杠杆式秤架的配 料皮带秤,它的秤架如图3所示。该秤架与 单托棍式秤架比较,具有以下主要优点:
在一定的长度上,双托辗双杠杆 式秤架可以增加有效称量段长度;
可以减少动态水平力产生的附加 力矩及冲击性负荷对测量精度的影响;
可以提高秤架的精度和稳定性;
 |
通过试验及长期使用证明,在同等条件 下,与单托辐式秤架比较,记录仪表的记录 曲线波动幅度减少了约50%;该秤长期使 用稳定性良好〔6〕°
主要参数的确定
为了设计和选用配料秤,必须首先确定 有关主要参数。
(а) 皮带的形状。在铁矿石烧结厂, 一般可以采用平皮带;
(б) 皮带速度。为了获得较好的产品 控制和较好的定量配料,应力求保持较低的 皮带速度。一般很少选用超过0.4米,秒的 速度。
三、配料自动化
配料自动化系统的构成
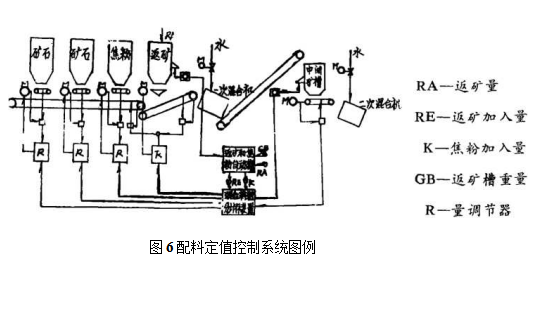
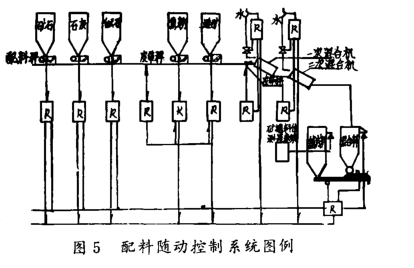
根据资料报导,配料自动化系统有两种 类型:一种是《随动》控制系统;如图5所 示〔4、7〕;另一种是《比值》控制系统,如图6所示〔8)。这两种控制的主要特点是:
(a )两种控制系统的总给料量的给定 值,是随中间矿槽(或混合料槽)的料位及 烧结机需要的料量而定;
(6)随动控制系统的焦粉量及返矿量 的加入量,是依据矿石、石灰和白云石的总 量而定;
(c)比值控制系统的各种原料、焦粉 和返矿加入量等按一预定的比值供给。总料 量改变,各种成份的比值不变。
配料控制系统的时滞问题
由于配料皮带秤的运送和配料设备的配 置关系,在各种物料之间有一个时间的差 异。
配料秤运送的滞后问题,例如,配料皮 带的速度〃i=0.25米/秒,从称量点到卸料 点的距离4 = 0.95米,则配料的滞后时间 为,i=3.8秒。
由于配料设备配置造成的滞后问题。例 如,两种物料配料槽之间的距离£,= 6米, 集料皮带的速度『2 = 1.0米/秒,则两个配 料槽之间的滞后时间为3=6秒。如果配料 室共有15个配料矿槽,则从第一个矿槽到 最后一个矿槽的滞后时间84秒。
由于这些滞后时间,在自动配料的情况 下,尤其在过渡过程的情况下,如果不考虑 时滞问题,将会造成大量质量不好的混合料 或者造成废料。所以配料自动控制系统必须 增加时间补偿装置以补偿各种物料之间的时 间差异。国内有的烧结厂利用带料停车和带 料起动的方法解决这一问题,这样可以使控 制系统得到简化。
再者在一般的烧结厂中,从第一个配料 槽给的物料运送到烧结机上,至少需要十几 分钟,甚至到几十分钟的时间,这样釆用一 般模拟调节器难&满足要求。为了解决这一 问题,日本曾釆用了釆样渦节器进行控制。 如果采用电子计算机,这一问题就很容易得 到解决。
梅山烧结厂配料控制系统的设计
图7为原设计的梅山烧结厂自动配料系 统,该配料系统具有以下几种操作方式:
(a)机旁手动操作。由工人在现场按 配料秤的仪表指示数,手动调节机旁操作箱 上的电位器,改变园盘给料机的转速,以保 证所要求的给料量。
(b )室内手动操作。在操作室内由操 作人员根据配料秤仪表的指数,调节调节器 上的电位器,改变园盘的转速,以保证所要 求的给料量。
单机自动操作。每一个单机由测 量及调节仪表自动调节园盘给料机的转速, 以保证每个单机所规定的给料量;
总配料量手动操作,在操作室内 操作人员根据烧结机的转速和中间矿槽料位 操作总配料量的给定值,每种物料的百分比 由人工给定;
总配料量自动操作,总配料量是 根据烧结机的转速及中间矿槽的料位信号, 通过调节器进行自动控制。
为了减少配料过程中的过渡误差,在配 料控制系统中采用了延时装置。
为了监视每个机组的工作情况,在操作 室内的仪表盘上设有记录仪表及晶体管闪光 报警器。每个记录仪表将测量的参数记录下 来,以便分析控制系统工作是否正常。当配 料过负荷或低负荷,皮带跑偏及中间矿槽料 位过高或过低等,闪光报警器便自动进行声 光报警,以便操作人员及时处理。
计算机在配料中的应用
国外从六十年代初就开始利用电子计算 机控制烧结过程中的各个环节。目前现代化 的烧结厂普遍釆用计算机控制,据1976年日 本对五个大钢铁企业统计,330台过程计算 机中就有24台应用到烧结厂〔9)。
用计算机控制生产过程,由于控制目的
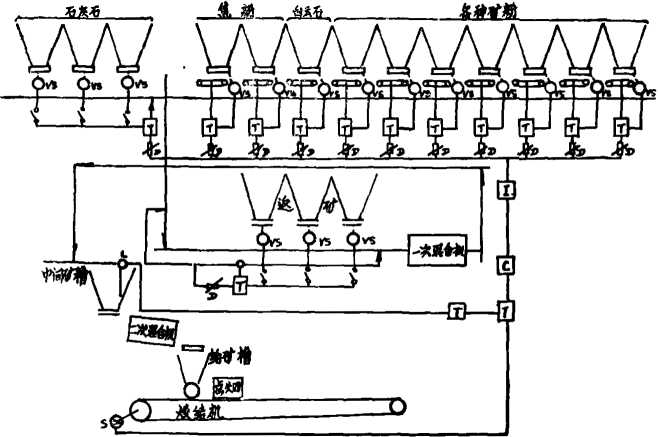
图7 梅山烧结厂自动配料控制方案
系统中,计算机能够很好地 计算出各种原料的配比及根据烧结矿的质量 信息修正石灰石、焦粉、返矿的加入量,并 根据中间矿槽的料位和烧结机的工作状况决 定配料的总输料量。
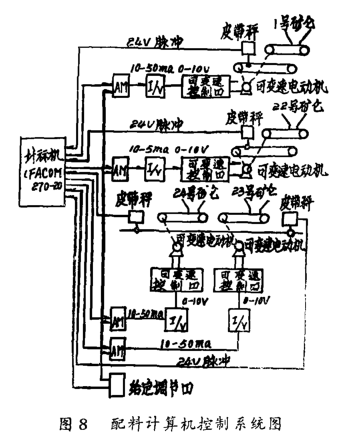
图8所示为日本千叶厂3号烧结机配料 控制系统。计算机型号为FACOM270/20, 内部主储存器容量为16K,辅助储存器容量 为131K,其控制方式为直接数字控制〔11)。
宝钢烧结厂采用的计算机系统为整定点 控制系统。计算机型号为横河电机制作所制 造的CCS-7025型计算机(10〕。
目前国内由于微型机的推广应用,很多 生产设计单位考虑在烧结配料中应用微型机 代替模拟调节器实现配料自动化。
化学配料
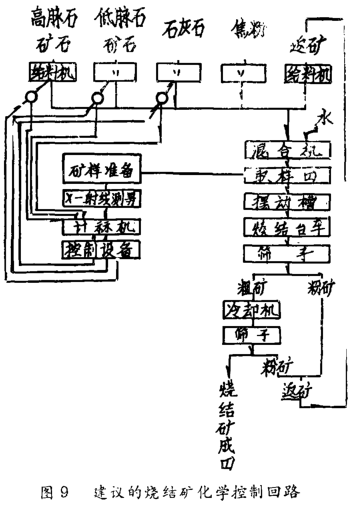
配料自动化的目的是在自动重量配料的 基础上,根据各种原料的化学成分控制烧结 矿的化学成分,保证烧结矿的物理及化学性能最佳。为了实现化学配料必须对烧结矿及 各种原料的化学成分进行快速测量。随着x 射线萤光分析仪的发展,入们巳开始将X射 线萤光分析仪用于烧结生产。对烧结矿质量 影响较大的是烧结矿的碱度,可用调节石灰 增减的方法减少烧结矿碱度的波动。为此, 需要釆用一个X射线萤光分析仪和一个精确 的取样系统,图9所示为建议的烧结矿化学控制回路。
四、结束语
以上分析和讨论的有关烧结配料秤及配 料自动化的情况可以看出,国外配料自动化 正在由重量自动配料向化学配料过渡,由以 调节器为主体的单变量连续控制向以计算机 为主体的多变量离散控制过渡。而我国目前 还是停留在单参数(重量)或局部定值控制 阶段。为了实现我国烧结配料自动化,还应 对配料秤及配料控制系统等进行必要的试验 研究,才能使目前的重量自动配料向前推进 一步,以保证烧结矿的质量和产量。
本文源于网络转载,如有侵权,请联系删除
 ×
×



