

来源:网络转载更新时间:2020-09-23 11:03:34点击次数:3107次
目前,国内玻璃瓶工厂的成品包装绝大多数仍沿袭四十年代初就已采用的麻袋包装方式,装包劳动强度大,花费劳功力多,装包后转运到饮料厂的过程中破损率高。对于耗能高的玻璃瓶罐制作来说,制成品的破损无疑是能源的一大浪费。因此,改善玻璃瓶標包装是玻璃瓶罐工厂降低能耗(电耗、碳耗、油耗)的一个重要途径。同时,改善玻璃瓶靈包装也是提高玻璃瓶罐质量,开拓国际市场的重要措施。因此,玻璃瓶疆的自动包装问题已引起国内玻璃瓶罐工厂的高度重视。我厂近年来自国外成功引进玻璃瓶疆自动包装机,使我厂玻璃瓶罐包装状況大大政观,不但降低了劳动强度,提高了劳动生产率,节约了能源,且为今后玻璃瓶曜包装的技术改造工作,提供有益的借鉴。
一、玻璃瓶罐自动包装机简介
玻璃瓶罐自动包装机是一台自勃化程度很髙的机械设备。国外的玻璃瓶罐自动包装线上,从检验机的输送带上出来的玻璃瓶曬,进入包装机直到包装好后送入仓库,全过程是在般有人工操作的情况下完全自动地进行的。
我厂引进的玻璃瓶嫌自动包装机,包括码垛机、捆扎机和卷膜机三大部分。码操机把瓶子一层层堆叠起来(这个过程即所谓“码垛最底层用木板承载,中间各层用纸板隔开,顶层为纸板加木損。码好垛的瓶子,从二楼用提升机降到底层的皮带机上,送到捆孔机。捆乳机用四条高强度塑料线(每側两条)将瓶垛捆案。捆扎后的瓶垛再用皮带机送到卷膜机。者膜机把塑料薄膜由下至上又由上至下地缠绕在瓶垛上。由于塑料薄膜的自然收缩所产生詢收缩力、使得瓶垛成为结实的燧体。
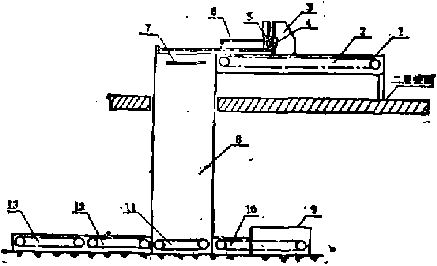
图1
图1示出美国SIMPLIMATI。公司码垛机简图该机工作的大致过程是这样的:空板台上的木板经由提升机入口皮带机及提升机底部皮带机送到提升机底、开动提升机将空板提升到二楼码第一层瓶的位置。待包装的玻璃瓶由上避皮带机(或人工)送到二楼的裝瓶台上,装瓶台皮带机把玻璃瓶向前送。瓶闸提升,瓶扒跟着提起(瓶闸的升降由电动机带动,而瓶扒依靠瓶扒与瓶'闸之间的一个凹凸装置,在瓶扒与瓶闸相贴时,由瓶闸带动升降工玻璃瓶进入拉瓶框内O当拉瓶框内进满瓶.瓶闸下降,瓶扒也跟着下降,拉瓶框向前.瓶扒也跟着拉瓶框向前,把玻璃瓶往前扒,而瓶闸在原地不动,挡住后面的瓶子。当拉瓶框(连扒)向前到底,玻璃瓶就被專1进到瓶垛底层木板上。木板下降一个瓶子的高度。夹层纸板摆放到第一层玻璃瓶上。接着選行第二层码瓶动作。在码瓶层数足够后,顶层纸板及木框盖到最后一层玻璃瓶上。开动提升机,瓶垛降到底层皮带机上,送到码垛机的出口。
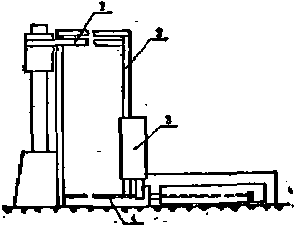
图2
图2示出西德CYKL0P公司带加压装置的捆扎机简图。该机工作的大致情况是这样的:具有4448-17793N(1000-4000磅)压力的压板下降压在瓶垛上,对瓶垛进行预压,以减少空隙及平衡捆扎拉力(待捆扎妥后,压板上升,瓶垛回弹,撑紧捆扎带,而达到捆扎牢固的效果)。进带导杆伸出到打带导轨框架底部,以便捆扎带穿过并进入打带导轨。聴带机头前移,驟靠瓶垛进行紧带。紧带机头还有一个向上移动的动作,以进一歩增加捆扎紧度.随着用热熔接合式接合工艺,将掴扎带的结合端熔接。紧带结束,导杆缩回,紧带机头缩回,压振上升,完成一个打带循环。
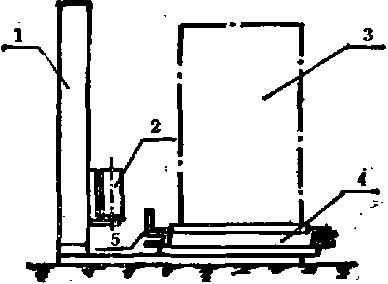
图3
图3示出西德0YKL0P公司卷膜机简图。该机工作的大致情况是这样的:在缠绕开始前,预先将塑料薄膜卷筒上的薄膜拉出,夹在夹钳上、夹钳与转盘一起转动,在转动几圏薄膜已缠绕到转盘上的瓶垛底边之后、夹钳打开,薄膜就随着转盘的转动而继续往瓶垛上缠绕。卷筒在转盘转动过程中,在电动机带动下沿导轨向上移动,至瓶垛顶端又沿导執向下移动至底部。转盘停转.一个电热割膜臂伸出,将薄膜割断。由此完成了对瓶垛环绕两重塑料薄膜的全过程。
二、可编程序控制器应用简述
以上三部分联合组成一条玻璃瓶靈自动包装线。整个过程有上百个动作的联锁关系。
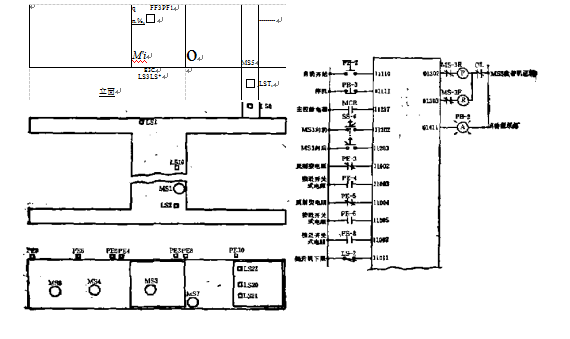
图5
自动包装机依靠什么有条不童地完成所有这些动作呢?在这里,作为自动线“手脚”的是完成各种动作的机械装置,而作为“大脑”指挥所有机械动作的,是当今世界上极为流行的可编程可编程序控制器(简称PC)是1969年问世的。它是微机技术与继电器常规控制概念相合的产物,是在常用顺序控制器、一位机和程控器的基础上发展起来的一种新型控制器。像自动打包机这样的系统,如果用常规的硬接线继电器来组成的话,必然要使用大量的元器件,体积大、可靠性差,且不易进行修改和扩展。而使用程控器,使得系统结构大大简化。且由于大大减少了接线和继电器触点,而掇大地提高了设备运行的可靠性。程控器的出现,使得以逻辑控制为主体的生产自动线的构成变得轻而易举。玻璃瓶包装自动线正是属于这种性质的自动线。
例如,自动码垛机要完成码垛的任务,包括:空板送到提升机,空板从底层升到二楼,瓶子扒进空板,瓶子降低一个瓶的高度,St上纸板,第二次扒瓶,瓶子又降低一层,瓶垛层数够后由提升机送到底层,由皮带机将瓶琛送出,等等的动作。要构成这样一个自动化系统,要借幽许多动作和位置传感器(包括限位开关.接近开关和电眼等)来代替人的眼睛,要借助许多开关和按钮来传达人的命令,还要借助许多执行机构(包括电磁阀和电动机等)来代替人的手岡。图4示出码垛机上部分传感器和执行机构(电眼、限位开关和电动机)的分布图。在传统的继电器控制系统,要将这些“眼睛"和“手脚"联系起来,且协调其动作,需要用许多翌电器组成一个复杂的继电器联锁系统。而用程控器组成的系统,只须将所有传感器、开关和按钮接到其输入端,所有的执行机构(电磁阀及用于通断电动机的继电器或接触器)及显示、僧号装置接到其输出端(如图5所示),就完成了全部接线任务(当然还有一些必不可少的电譚线路等).
三、程控器程序剖析
如何加快国产化的步伐,让更多的玻璃瓶罐自动包装线投运,是玻璃瓶罐工作者面临的一个课题。一条玻璃瓶罐自动包装线的设计,关锥是自动包装执行机拘的设计和程控器的程序编制。学习进口设备的微机程序,是加快国产化工作的一个有效途径。
例如,在玻璃瓶罐自动包装机的码垛机中,有一个空木板送入提升机(经提升机送上二楼堆叠瓶子J和已经码好垛的瓶子(由二楼经提升机降到底层)从提升机往外送的动作。如图6所示,空木板由MS-7皮带机及MS-3皮带机送进提升机MS-1,由提升机将空木板提升到二搂。码好垛的瓶子由提升机降到MS-3皮带机上,再由M8-3皮带机和MS-4皮带机将瓶垛送出.M8-3皮带机处于“中转站”的地位。这里就有如何设
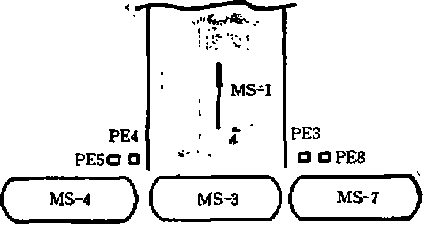
图6
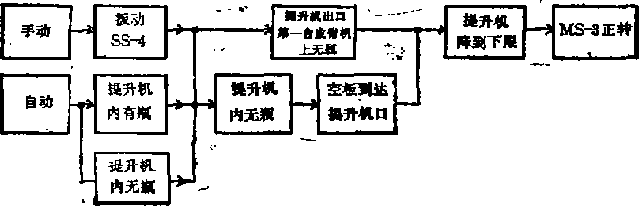
图7

图8
计好MS-3皮带机的开动程序,使它正确地开、停,國淌地完成“中转站”任务的何题。
我们可以通过対MS-3开动(正转)程序的剖析,了解设计者在设计这个程序时是如何考虑冋题的。图7所示就是通过对程序剖折得出的MS-3皮带机开动(正转〉的逻辑瀟程图。这个图说明了设计者在设计这条程序时所考虑到的MS-3皮带机开动(正转)的几种可繼的情况,
1-当提升机出口皮带机上无瓶垛,提升机框下到底层,压到LS-2限位开关,这时若将手操开关SS2扳到“向前"档,MS-3就正转(与提升机内有无瓶垛无关,若有瓶垛,则瓶垛从提升机送出,若无瓶垛,则MS-3空转).
2.当提升机内无瓶垛,空木板到达提升机口,提升机框下到底层,压到LS-2限位开关,这时若将手操开关SS-4®到“向前"档,M0-3就正转,空木板进入提升机(与提升机出口皮带机MS-4上有无瓶垛无关)。
3.在“自动”状态,当提升机据下到底层,压到LS-2限位开关,而提升机出口皮带机MS-4上天瓶垛,不管提升机内有无瓶垛,MS-3都正转,有瓶垛就把瓶垛送出提升机,无瓶垛则M8-3空转.
4.在“自动”状态,当提升机框下到底层,压到LB-2限位开关提升机内
无瓶垛,而提升机入口处有空木板,则M&-3正转,把空木板带进提升机。
5.若提升机出口皮带机MS-4上有瓶垛,而提升机内也有瓶垛,则MS-3不可能开动。图8所示的一条MS-3皮带机正转程序,正是基于上述的逻辑流程而设计的。
这种对程序的剖析工作,对于我们设计类似的程序是不无益处的。
对进口包装机程序的剖析,不仅对国产化工作是有益的,也是做好设备运行维护工作所会须。程控器的质量一股都很高,在运行中属于其本身的故障很少,故障主要来自外部元作(包括电气接线).由于自动打包机每一个动作相关的联锁条件很多,因此,设备使用中途故障停机,要找寻故障所在并非易事。而事先对程序详如剖析弄清其动作的先后顺序和关联条件,在判断故障时就能做到心中有数,减少故障处理的时间。
文章来源于网络转载,侵删
 ×
×



