

来源:网络转载更新时间:2020-09-16 09:28:23点击次数:4132次
—、引言
纯碱包装机是年产60万吨纯碱装置中五大国产化关键设备之一。198G年,该设备试制工作由化工部下达给說厂,试制工作参照了天津碱厂引进的国外同类型包装机,我厂和夬津碱厂设计所,南京第一化工仪表厂共同协作,经过二年多的努力,完成了山东潍坊碱厂、河北唐山碱厂、江苏连云罹碱厂的共19台3TW纯碱包装机试制工作。
包装机的结构和特性分析
包装机配置一台PC机,,它控制三台电子秤和其它附属电子器件,从而达到控制整个机械设备的目的,整套设备为机电—体化产品。它和其它型式包装秤量机相比具有如下特点:
1.采用三个秤,使该机具有较高包装能力。
2.采用高质量进口称重传感器,在恶劣的工作环境里可靠工作,使整机具有较高的准确度和灵敏度。
3.具有自动去除皮重的校正(清零)自动对下落物料(空中量)进行重量补億校正和自动分配修正量三大功能。 -
4.可以通过編程器置入各种秤量数据;
5.能连续显示主要秤量数据。釆用双螺旋给料器,能对粉体进行强制给料,最适于流动性较差的化工粉剂、面粉、洗衣粉等的包装。
二、技术參數及结构特点
(一) 主要技术参袈
1.包装重量:40公斤/包(变化范围为26〜50公斤/包)0
2.包装能力:800袋/小时(因物料比重及包装重量而异)。
3.秤量精度:单袋误差<±4觞,连续10袋平均误差V±2爲。
4.检定分度值:皿克。
6.耗气薑:压力0.39〜0.59MPa(4〜Bkg/cm2),气<96NM3/h。
6.电源:380V(V±5%),频率50Hz(V±2务)„容量约20KW。
7.包装装规格:长x=950mmx580mm(筒形),也可用其它规格。
8.重量:70®0kg。
(二) 结构特点
纯碱包装机由旋转给料器.双螺旋给料器、电子秤、高效包装器.卷边机、缝纫机、电控等十大部件构成。
1,旋转给料器是一个转子,由七块U型瓠板构成,由一台转速为%.6转/分的2.2kW电动机带动,向双螺旋给料器均勾供料。-它的作用一是承受大料仓构料对包装机的压力,消除因料位变化给供料均匀性带来的影响,保证包装机具有较高的拝置精度和可靠性;另一方面,它起到料仓的阀门作用,当它停止转动,就可以隔断料仓和包装机的通道。
2.双螺旋给料器
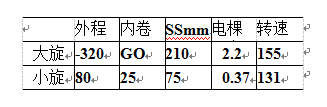
包装机主要用来包装纯碱等流动性较差的粉剂物料,故采用螺旋二次给料方式,用大小螺旋分别进行粗给料和细给料。螺旋外径和螺距具有较高的精度,保证供料均匀可靠,每一个螺旋给料器均配有切断物料的阀门,螺旋主要技术参数见表1。
3.电子秤
采用一对进口悬臂式秤重传感器,与一般拉压式传感器相比,它的灵敏度更高。秤料桶悬挂布置,可承受非垂直方向力但不影响传感器的正常工作。传感器是一个线性变換器,它将重亶变化正确地按比例转换成电压变化并传送出去。其重复性误差、线性误差、螺变误差总和小于。.3爲。经试验,秤量系统改变平衡状态的最小力均小于0.49N(50克).称暈系统的灵敏度和重复性均达到较高的水平。
4.多功能高效包装口
由于包装对象为比重较小的粉体,其粒度大部分在100目左右,为了改善工作环境,保证工作现场粉尘汚染符合国家标准,包装口采用全密封结构,前后左右均有气缸夹袋,并附有手工套袋的安全联锁装置。为防止物料充填时空气逸出而带出物料,包装口内设真空吸气口。在放料仓内设置了自动充气装置,可在放料时自动充气以缩短充填时间。整个机构设计紧凑合理,实际工作过程比较理想。
5.卷边缝合装置
由于包装对象为粉体,如袋口仅缝合封口,易产生流料现象,因此需配置袋口卷边机。卷边机传送带釆用特殊设计的带有橡胶垫的滚子链。在操作中,必须保证卷边机传送带、皮带输送机和缝纫机同步运行。为此卷边机和皮带输送机均设置了无级调速装置。
三、包装能力和秤量精度的关系
包装机是进行工业性称量和装袋的机械'主要用于工厂连续化生产过程,它与日常生活中使用的静态称量器不同。首先它要有一定的包装能力,同时称量要有一定的精度,符合有关计量要求。能力和精度是一对相互矛盾、相互制约的参数,处理好这对矛盾是任何一种包装机成功的关键,而包装机内给料系统的好坏尤为重要。以3.TW包装机的双螺旋给料器为例,对其包装能力进行分析,主要技术参数见表1。
螺旋给料器输送量V(行/秒)为:
V=K・t・(D-d)。也(n+1) (1)
式中
n-转数转/秒
D一螺旋外径,米d一螺旋内径,米
1—螺距,米
K—总输送系数,当iiq.xWlO»D/d=4.0〜6时,取K=(5.7—7.1)P
P为输送物料的堆实密度(假比重)。
壳体和螺旋外径为0.3〜1.5mm(当间隙小时,K取大值),纯碱的堆实密度为500kg/MS输送系数取5,7,则单位时间输送量为;
大螺旋;
V大=5.7X50。x0.21x(0.22-0.05)2xln(155/60+l)
=22.1公斤/秒
小螺旋:
V小=5.7x600X0.075X(0.08-0.025尸xln(131/60+1)
=0.749公斤/秒
纯碱包装毎袋重量T=40kg,一般包装称量机粗给料占整个重量比例4=80〜90%,若欺粗给料比例1=85%,且大小螺旋共同给料。细靖料比例1=16务。
则粗给料所需时间:tft^Txjj/tV^+V.h)
同理*t#=Tx(1-n)/Vzh
计算上式可得m=1.48秒,秒。-
空中余量落到称料桶以及称料桶稳定时间约需Q.5秒,细给料调整器调整时间0.05秒,祢料桶放料完毕,底阀门关闭及零点调整约需1.5秒。祢量整个循环时间
= - (4)
t«=1,48+8.01+0.5+0.05+1.5
=11.54秒
(其中称量所需时间10."秒)
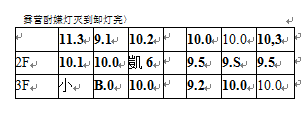
包装机给料实际测定时间如下:
表2林量阙期
霽营酎嫌灯灭到卸灯亮〉
四、结论
1.包装秤量机的包装能力主要取决于一个秤量循环所需的时间,当循环时.间48=11.54秒时,对于只有一个称置桶的包裝称量机其最大包装能力为:’
W单=3600/^=3600/11.54.
=312包/小时. (5)
为了增加称量机的包装能力可采用双称量桶,使称料和放料交替迸行。双称量桶的最大包装能力为624包/小岳f。如包装能力要大于800包/小时,则需用三个称暈桶。
2.影响祢量南度的主要,因素是细给*牛速度快慢稍下落物料客积密度的变化。
3.细给料占用时间在聽个称暈周期中占的比例最大。
4.包装称量机的包装能力和称量精度是一对互相矛盾的按术参数,其关键是选择恰当的细给料速度,正确分配粗细给料的比例,合理配置称料桶的数量。
5.同一种机型对不同物化性能的物料,其所能达到的技术指标也是不同的。
目前我厂正在着手进行3TW纯碱包装机的完善和变型工作,以便适应更多化工物料的包装祢量需要。
文章来源于网络转载,侵删
 ×
×



