

来源:网络转载更新时间:2020-09-14 09:34:18点击次数:2975次
某第一钢轧厂薄板坯连铸机采用高效连铸技术,其生产能力与转炉、LF精炼炉生产相匹配,并可向下游的薄板坯轧机提供高质量无缺陷铸坯。连铸机的在线设备,包括大包回转台、中包车、结晶器、结晶器液面检测与塞棒控制系统、液压振动装置、扇形段和摆剪等。
连铸机控制系统由基础自动化级和过程控制级组成,其中基础自动化级配备6套PLC,分别对连铸机实施顺序和逻辑控制。控制系统采用了三菱系列PLC,下挂MELSEC网,并通过MELSEC网将远程仪控设备接入工业控制网络,真正实现了“集中管理,分散控制”的目的。同时,全数字:化通信模式的抗干扰能力强、测量控制精确度高,借助数字双向传输的特点和先进的设备管理软件,可实现参数远程设定,采集丰富的仪表信息,有利设备故障诊断,改善管理状况。过程控制级由二级计算机构|成,通过工业以太网与基础级的PLC相连,I并依靠控制模型和数据库对一级控制系统!实施指导、管理和跟踪。人机界面可显示运行图、趋势图、报警、设定等画面和图表,并进行系统的安全连锁和数据管理。
在整套连铸机众多的电控设备中大中包的称重系统是十分重要的-个环节。它不仅方便浇钢工在浇钢过程中控制钢水液;面,而且它还是二级触发的必要条件。称重仪表集称重显示、控制和重量信号变送输出于一体,其具有以下特点:
1、 采鬲了新型大规模集成电路器件。如高精度、低漂移放大器,24位高精度A/D转换器、一体化单片微电脑等。
2、 A/D、D/A转换器及开关量输入、输出均采用光电隔离、结合开关电源、专用软件监视电路和抗干扰软件,使仪表具有强抗干扰能力,能适应恶劣工业现场使用。
3、 无论称量和变送输出均实现数字自动标定、表内无电位器、用户无需打开机壳,仅通过面板按键即可完成所有标定、设定工作。仪表还采用独特技术,确保标定、设定参数永不丢失。
4、 具备多种控制模式供用户选择,并有完善的自诊断程序,易发现和解决问题。
5、 功能使用灵活,数据滤波强度、零点跟踪范围、回零方式、单位等,用户都可根据现场实际情况随时修改。
仪表操作简单仅通过面板按键即.可完成所有标定、设定工作,其面板如图1所示。
仪表以一体化单片微电脑为核心、标定、设定等工作参数采用E2PROM保存。由传感器输出的重量信号经数据放大器放大,二阶低通有源滤波器处理后,送高精度A/D转换器转换成数字量,微电脑将该转换值读入处理器后进标定运算,分四路进行输出和控制。其框图如图2所示。
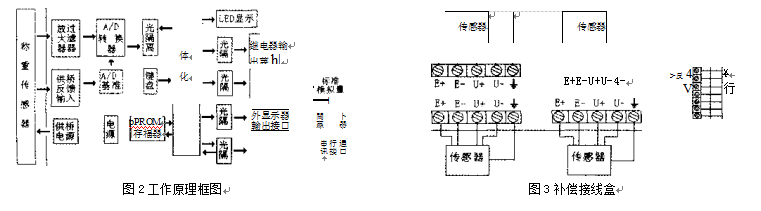
在仪表与传感器之间银河公司还提供了一个补偿接线盒来对传感器的读数进行补偿,如图3。
仪表使用起来也十分方便,只需在传感器空载时先对仪表进行清零:在面板上先按住[设定/标定]键不放,再按[回零]键,先放开[回零]键,在松开[设定/标定]键(整个操作时间不要超过3秒,否则仪表会进入设定状态)。然后当传感器有负载时将相应得重量输入仪表即可。输入过程如下:按住[设定/标定]键,当进入动转换为排烟系统进行排烟。这样的设计系统始终处于运行状态,可靠大大增强。另外,排烟与通风空调系统合用后,可利用同一套完善的自动控制管理系统,实现就地控制或远距离的中央控制,检测控制的有效性和可靠性大大提高。
两系统合用时,必须采取可靠的防火安全措施,首先满足排烟系统要求,同时满足通风要求。两系统合用设计需要注意以下几个问题:
1,风机选型设计中的问题
对于送风机或排烟机,一般设计都是采用离心式风机或轴流风机。合用时主要是考虑两种不同情况下风机的容量大小问题。按一般计算,排烟量远大于排风量,甚至几倍于所需排风量,排烟风机宜采用双速或多速驱动形式,平时低速运行,火灾时高速运行,风机的风量及风压同时满足上述两种使用功能的使用要求。
2,排风管道电动阀的设计
由于排风系统与排烟系统的使用时间不同,排风系统为平时使用,排烟系统为火灾时使用,而火灾时应及时开启火灾发生地带防烟分区的排烟口,其他地带的排烟口不开启。为避免排烟时,非火灾发生地带的排烟口排风,影响排烟口的正常工作,在每层水平排风管道与排烟管道相接处,均在排风管道上设置了电动阀。要求电动阀平时开启,火灾时自动关闭。数据设置状态时(上、下限位指示灯同时亮)输入相应密码,当显示屏显示IN时|通过[切换1键和[打印]键进行数据输入,一I切就绪后再按【设定/标定】键就可以了。至于仪表的其他参数则参照《YH3120系列智能重量显示变送控制器使用说明》并结合我厂的实际情况进行设定。
仪表在我厂成功地投入使用,解决了进口设备进货时间长,价格昂贵等问题,为我厂进行设备国产化、降低成本作出了巨大贡献。由于YH3120系列仪表操作简单、更换方便,可以预先诊断和维护在线设备,提前排除故障,减少停机时间,提高了生产的安全性,同时大大降低了系统运行、维护费用,为整个高效连铸机的安,全顺产提供了重要的技术保障。
文章来源于网络转载,侵删
 ×
×



