

来源:网络转载更新时间:2020-08-31 10:52:45点击次数:3407次
这一种新的测控系统,能够在多道工序的关键部位都安装了光电检测传感器。仅此一项就可设置了近百路光电检测信号,以确保记数的可靠。为了使操作简单,运行无误,选择了PLC作为主控单元,以彩色触摸屏作为控制窗口的测与控相结合,单片机、PC机与各执行器件相互关联的一种新型测控系统。
1主控单元的设计与分析
1.1主控单元的工作原理
主控单元由PLC(可编程逻辑控制器)来担任。它不仅是控制元件,也是系统的通讯核心。为其工作原理,如图1所示。
在PLC的输入端设置了实现7项检测和监视任务的传感器,并由这些传感器共同组成检测系统。
PLC执行控制的输入端有同步信号发生器和触摸屏。同步信号类似于系统运转的标准时钟,PLC每收到一个同步信号,显示和发出是否按要求的控制信号并转入下道工序.
1.2主控单元的特性分析
在传统的控制系统中,各种按钮和传感器信号作为PLC输入信号。这种体系的缺点是:
(1)硬件结构多,各种连接线很多,容易出故障,且修改不方便;
(2)缺少形象直观的显示,虽然每个输出点上都有相应的指示灯,但PLC装在电器柜内,不易观察,各个寄存器的状态更是无以考察;
(3)没有统计单元,各个执行机构的动作,PLC的状态等都没有准确的记录,对系统无法进行统计方面的工作,不利于机器长期运行时问题的发现;
(4)因硬件输入设备(如按钮)多,造成操作人员需记忆繁琐的操作规程,且易误操作。在本PLC控制体系中,用触摸屏代替了传统控制面板;应用单片机来完成复杂的计数、自检与发讯功能;使用上位工控机对机器的运行进行记录与显示,从而克服了传统控制系统的上述缺陷。
2系统的通讯与接口设置
2.1触摸屏的特性
系统中的触摸屏是一个比较新的控制与显示元件。其与传统意义上的计算机用的触摸屏有所不同,它是特制的用于工业控制的触摸屏,称为工业级人机界面(IndustrialManMachineInterface),因它的操作方式也是通过触摸方式来动作的,所以也称为触摸屏。它是一种专为PLC应用而设计的小型工作站,是一种智慧型工业用LCD显示器,具备与各厂牌PLC连线监控能力,以及采用文字、数字或图形同步显示内部接点状态及资料的能力,基本上,它是一种互动式的工作站,配备有图形液晶显示器,薄膜按键,通讯口等。
人机界面亦可称作智能型操作面板(IntelligentOperatePanel),它能取代大部分传统控制面板的功能,使用人机界面不但可节省PLC的I/O点数,还可节省大量的各式按钮开关、数字设定及指示灯等显示装置,且能随时显示重要信息,它的画面最大可达255幅,以利操作人员正确的掌握机器状况和避免错误。工人操作时只需按触摸屏上的按键就可对机器进行操作。触摸屏的画面可以根据现场的实际需要来设置,即便于操作又不会引起人为误操作,一旦硬件确定,软件编辑不但全中文化设计,而且非常简单明了,可以边试车边改变,甚至投产后也可根据实际需要进行改动。
2.2系统的通讯与接口设置
系统中PLC不仅是控制元件,也是通讯的核心。PLC不仅要与工控机通讯,还要与触摸屏通讯,工控机与触摸屏不直接对话,但可通过写入和读取PLC寄存器进行间接的通讯"对PLC的基本要求是有两个通讯口,除此之外没有特殊要求。王控机主要用于数据统计,产生各种报表,记录各种事件发生类型及发生的时间,有利于设备的改造和对•设备的运行情况有进一步的了解,并给出语音报警信号,有利于工人的操作。本系统通讯是最根本的问题,下面对通讯协议作进一步的说明。
许多工业上用的设备使用EIA标准RS232,RS422或RS485来互相连接或与计算机连接,关于这些规范有一个普遍的误解,即它们定义了特定的软件通讯协议。事实上,ANSI/EIA的RS标准只定义了电气特性,而不是通讯协议。表1总结了这3种串行接口的主要特性
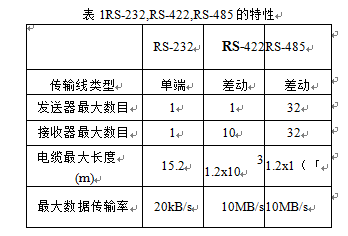
RS-232(ANSI/E1A-RS232)是建立在IBM-PC机上的串行连接,它有许多用途,如连接鼠标,调制解调器以及工业仪表,如果对在线发送器和电缆进行改善,RS-232的通汛距离和速度能比表中所列的数据提高一些,RS-232被定义为串行口和外设之间的点对点连接。
RS-422(EIARS-422-A)是应用在苹果公司Macintosh计算机上的串行连接°RS-422应用差分电信号,而不是RS-232所用的对地失衡信号,在差分传输中使用两根线分别用于发送和接收,这样的结构极大地提高了抗干扰性能和长距离传输的能力。工业环境中强的抗干扰能力和长的传输能力具有极大的优越性。
RS-485(EIA-485)是改善了的RS-422,因为它把接收设备数目从10提高到32,并且定义了在最大负荷下为保证正确的电压信号所必需的电气特性,抗干扰能力和多主点能力使RS-485在要求多个分布设备与PC机或其他控制器组成的网络进行数据收集时尤其有利。
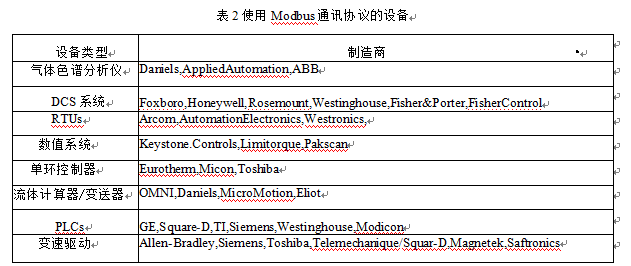
现在只有很少的几个传输协议被制造厂商所广泛应用,最普通的通讯协议的方法是使用ASCII字符串组成命令,这些通讯协议中最常用的是异步串行通讯,所谓异步是因为发送端和接收端没有任何紧密耦合的同步器。这样的网络通常是主从网络,即一个设备(通常是计算机)为主,其他设备为从。许多串行设會制造商为他们的设备制订了自己的通讯协议,这样我们就面临着一个问题,即怎样才能理解这些字符,'相对来说,使用语言(如VisualBasic)内部所带的标准串行功能是比较容易的事,但前提是你必须懂得怎样使用字符组成命令和串行功能。OptoMux和ModbusASCII是使用标准串行口通讯协议的例子,并且它们已经被许多厂商所认可和采纳。是使用Modbus通讯协议设备的一览表,如表2所示。
另外还有许多通讯协议使用标准串行接口,但它们使用更加复杂的数据打包方法,这些通讯协议使用特殊的结构来确保可靠的通讯。许多这样的通讯协议是某个特定厂商的专卖品,它需要特殊的软件驱动和硬件接口,比较典型的如Allen-Bradley的DataHighway+和Modicon的Modbus+。
在新型控制系统中,PLC输入端只接传感器信号,输出只接固态继电器,通过固态继电器去驱动执行器件。PLC釆用Modicon公司984系列中的A145型,A145可扩充至512个点,可接数字和模拟输入输出模块,且拥有两个通讯口,Modbus和Modbusplus口。Modbus口是标准的RS-232串行口,用于与触摸屏通讯。Modbusplus是Modicon公司推出的实现其PLC与其他设备互连的网络。它是一种高速对等工业局域网,允许多台PLC通过双绞线对等通讯。Modbusplus采用令牌总线结构,遵循IEEE802.4标准,通讯速率为1Mbps。为了与计算机通讯,工控机内需插一块SA85卡。釆用Modbusplus与工控机通讯而不用modbus通讯的原因是Modbusplus通讯速率块,且组网容易。
在系统中对工控机没有任何特殊要求,软件选用Intoucho工控Intouch是一个在国内外享有很高声誉并拥有很多用户的工控软件,有很好的界面环境,功能强大,用它与PLC通讯非常容易。工控机是专为工业控制而设计的计算机,它的各项性能指标都是为在工业现场运行而定的,因此它有很好的防磁、防尘、防冲击的能力。为此,工控机有几个区别于与普通计算机的特点,首先,它的ALL-1N-ONEK板是它与普通台式机的最主要的区别,工控机把台式机的几乎所有主要部件(声卡不属于必备品,需另用插槽)集中到一块卡上面,提高了它的抗干扰性能,工控机所用的CPU、内存、硬盘等主要部件与台式机是通用的。此外,工控机除了台式机电源所用的风扇外,还有专门用于排风的风扇,此风扇向外吹风以使工控机内部形成负压,把机内的灰尘排出机箱外,使机箱保持干净。工控机的另一个特点是机箱内插槽很多,一般都在10个以上,这主要是考虑到工控机内有可能插很多的插卡,如通讯卡、数据釆集卡、声卡等。
3结论
这一新型测控系统具有普通控制系统无法比拟的优点,控制系统硬件配置简单,仅需几根通讯线即可,没有别的引线和需要固定的元件。软件功能强大,且全部通过编程实现预定功能,这样可以缩短硬件配置时间,可以在调试甚至正常运行时随时发现系统的不足之处,随时修改,不需硬件的任何改动。操作界面友好,形象生动等等。通过该系统的运行,实现了测与控相结合,多种高新器件的通讯与相关运行。
文章来源于网络转载,侵删
 ×
×



