

来源:网络转载更新时间:2020-07-30 13:39:16点击次数:5280次
0引言
随着生活节奏的加快,人们的生活越来越网络化,网络购物应运而生且受到热捧并迅速走红,成为一股新的时尚潮流,开始引导人们的购物方式。由于网络商品经营成本低、客源广、利润高,许多商户纷纷从实体店经营转为了
建保障物资畅通的物质载体,考量影响物资畅通的因素,对提高政府能力的效率具有重要意义。
6总结与展望
本文首先对应急物流绩效和网络弹性进行定义,在分析传统绩效的不足后,对应急物流评估体系进行分析。在此基础上,结合LPI和传统的应急物流绩效指标,以此构建应急物流网络弹性绩效评估体系。在这个体系中,我们侧重于建立弹性指标,以此充分发挥应急物流为应对突发公共事件提供物资保障的作用。
应急物流网络弹性绩效评估不是目的,关键在于应急物流朝着动态、集成及实际应用的方向发展。本文提出的关于应急物流网络弹性绩效评估的体系、过程以及建议都是从理论上的角度出发,具体的发展还要接受实践的检验。
由于网络商品都是采用快递的方式邮寄给买家,因此发货前商品的包装成为必不可少的一环。目前,大多数商户都是手工包装,一旦碰上购物旺季往往会因忙不过来而耽误商品的包装发货。为了帮助网络商户解决包装问题,本文设计了半自动纸箱包装机PLC控制系统。
1半自动纸箱包装机的结构及工作原理
1.1半自动纸箱包装机的结构
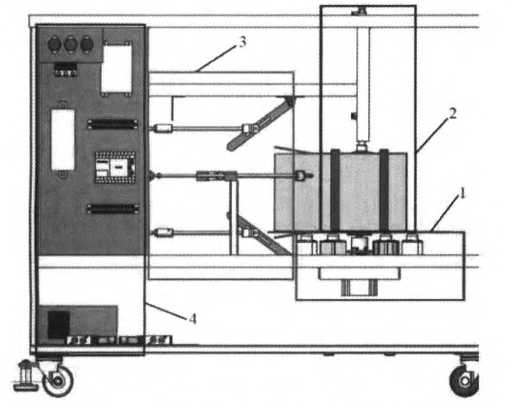
半自动纸相包装机的基本结构由机械系统和控制系统两部分组成,其中机械系统由托盘转动机构、开箱成形机构和折叶折曲机构组成,如图1所示%
1.2半自动纸箱包装机的工作原理半自动纸箱包装机的工作原理如图2所示。
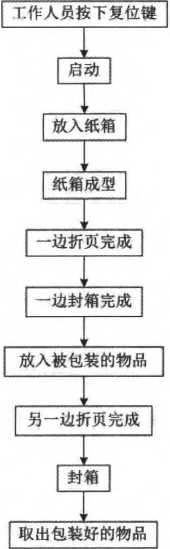
图2半自动纸箱包装机的工作原理
2控制系统设计
因为PLC具有可靠性高、寿命长、易于维护、接线少、编程简单等优点,所以半自动纸箱包装机采用PLC控制A%
系统主要实现的功能如下:
①对存/取物品以及复位这三个主要动作提供原始触发信号,通过对应的接触器、继电器以及电气连接使得驱动传动得以顺利工作,从而将动力传给托盘转动机构、开箱成形机构和折叶折曲机构,以便完成纸箱的包装。
2.1控制系统组成
PLC控制系统组成x如图3所示。
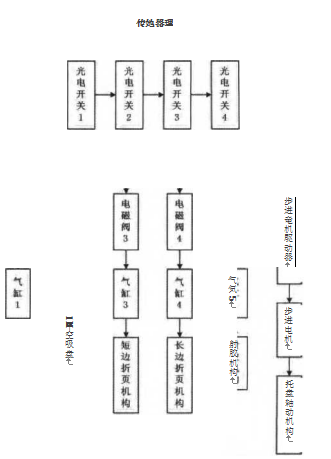




 图3PLC控制系统组成结构图
图3PLC控制系统组成结构图
德国西门公司的S7-200PLC17-11',其适用于各种场合中的检测及控制。该PLC模块上有集成的I/O点数为:14点开关量输入,10点开关量输出。另外它还集成有模拟量输入与输出点,可以直接用于模拟量控系统。它运行稳定、使用简单方便、价格便宜,具有良好的模块扩展能力,因此结合本设计要求,选用S7-200PLCo
半自动纸箱包装机控制系统具体的输入/输出(即I/O分配叶巩)如表1和表2所示。
表1输入分配表
|
序号 |
名称 |
输入点 |
|
0 |
光电开关1 |
10.1 |
|
1 |
光电开关2 |
10.2 |
|
2 |
光电开关3 |
10.3 |
|
3 |
光电开关4 |
10.4 |
|
4 |
启动按钮SB1 |
10.5 |
|
5 |
复位按钮SB2 |
10.6 |
|
6 |
停止按钮SB3 |
10.7 |
表2输出分配表
|
序号 |
名称 |
输入点 |
|
0 |
步进脉冲数 |
Q0.0 |
|
1 |
电磁换向阀1 |
Q0.1 |
|
2 |
电磁换向阀2 |
Q0.2 |
|
3 |
电磁换向阀3 |
Q0.3 |
|
4 |
电磁换向阀4 |
Q0.4 |
|
5 |
电磁换向阀5 |
Q0.5 |
|
6 |
步进方向 |
Q0.6 |
2.4控制系统电气原理图
PLC控制系统电气原理图如图4所示。
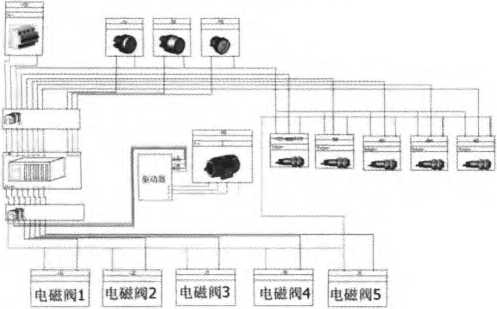
图4PLC控制系统电气原理图
2.5程序流程
下面为半自动纸箱包装机的程序流程:
⑪气缸5接受电磁换向阀5信号推杆向左回程
100mm;
⑫步进电机旋转180。;
⑬等待20s(放置货物);
⑭步进电机接着顺时针旋转270°;
⑮气缸2在电磁换向阀3的控制下推杆向左运动,行程200mm触发光电门2,等待2s;
⑯气缸3,4在电磁换向阀4的控制下向左运动接触光电门3,行程100mm同时气缶I2在电磁换向阀3的控制下向右回程,行程200mm;
⑰气缸5在电磁换向阀5的控制下推杆运动,行程100mm触发光电门4;
⑱电磁换向阀4在光电门4信号下使气缸3,4的推杆向右退回行程为100mm;
⑲步进电机开始顺时针旋转90。;
⑳停留2s(截断胶带);
㉑气缸5接受电磁换向阀5信号推杆向左回程100mm;
㉒步进电机旋转90。;
㉓步进电机旋转90。;
㉔取出纸箱,程序结束。
3结论
本文介绍了半自动纸箱包装机的基本结构及其工作原理,确定了PLC的型号,并对PLC控制器的I/O点数进行了分配,最后设计了PLC控制系统电气原理图和程序流程。本文研制的半自动纸箱包装机适用于中小型商品的快速包装,移动方便、成本低、效率高,具有很大的应用空间。
文章来源于网络转载,侵删
 ×
×



