

来源:网络转载更新时间:2020-07-30 11:58:13点击次数:3797次
1概述
钢材成品的包装是钢材出厂前的最后一道工序,棒材打捆包装生产线主要包括辐道输送系统和棒材打捆包装机,近年来为了提高生产效率,许多钢铁厂在配备打捆包装系统时,都选择了数台(X台)棒材打捆机但是由于辐道控制器与打捆机控制器大多采用一对一的独立控制,气这就使得操作者不仅要同时控制几台打捆机,同时还要兼顾辑道输送系统的协调控制,在一定程度上降低了打捆包装系统的效率和可靠性,而且也不利于实现整个系统的安全联锁和优化调度。基于此,在不影响生产的条件下,对于包装生产线的全自动化改造主要包括以F四个方面:
1) 通过在辐道输送系统上安装接近开关(辐道底部),实现了棒材的位置零点给定,为后续钢材的自动计长提供了初始点触发信号,
2) 通过加装变频器和増量式编码器(辑道电机),实现了棒材的自动计长和自动传送功能,为后续打捆包装机的自动打捆提供了触发信号.
3) 以西门子S7-3OO系列可编程控制器(PLC)为核心,通过釆用Profibus-DP现场总线技术团,将辗道输送系统与打捆包装机全部集成在一个网络环境下,实现了整个生产线的统一调度,
4) 采用WinCC开放式组态软件编程,其良好的图形界面可使操作者在计算机屏幕上直观的看到各个子系统的当前运行状态,同时所具有的历史数据记录和査询功能,使得管理者可在任意时刻方便地査询系统的运行参数、故障状况和产量变化等。
2全自动棒材打捆包装生产线的工艺要求
2.1设备规格及要求
1) 打捆机主要满足国家GB2101所规定的钢材打捆的捆重标准,即:一级标准捆重《2吨,二级标准捆重V4吨,
2) 辍道输送系统电机:功率为3KW,共8个,
3) 捆扎包装钢材的规格:螺纹钢和圆钢(010mm~
4) 捆径范围:100mm~(I>400mm)
5) 捆丝拧结角度:630°,
6) 捆丝材料及规格:Q195-Q235(中5mm~B8mm)的热轧盘条.
7) 单道打捆时间:8~12秒,
8) 具有手动和自动两种打捆方式,具有与生产线的连锁通讯功能。
2.2工艺过程
当棒材到达台架后,辐道停止,由移钢装置将棒材移到台架链条上,随后链条运转,将棒材下放到收集轴道上,当棒材达到打捆数量时,由上层控制系统向棒材打捆包装控制系统发出使能信号。
当棒材打捆包装控制系统收到使能信号后,启动辗道输送系统,将棒材输送到挡板附近,使棒材对齐,此时安装在辐道底部的限位开关触发,使编码器自动清零,而后辍道输送系统将根据棒材长度(启动前手动输入)和所选择的在线打捆机将棒材自动输送到打捆位置,输送距离由编码器的计算结果决定,当棒材到达预先设定的位置后,辗道电机停,启动预紧成型器将棒材夹紧,而后启动打捆机完成第一次自动打捆的动作。
打捆后,预紧成型器松开,机道输送系统继续启动,将棒材输送到第二次打捆位置,而后再次启动预紧成型器和打捆机,完成第二次自动打捆的动作。当打捆结束后,辍道输送系统将继续运转,将棒材输送到出成品位置,由磁吊将捆好的棒材运走。
3全自动棒材打捆包装生产线的改造
3.1控制系统的硬件改造
对于棒材打捆包装控制系统,主操作台位于中控室内,工控机和S7315-2DPCPU都安装在主操作台内,用于控制和监控车间内辗道输送和打捆机的运行;副操作台有2个,全部安装在现场,用于辐道输送和打捆机现场的调试和维修。图1为控制系统的硬件构成示意图。
控制系统釆用上下位机的DCS控制方式,上位机选用研华工控机,用于实现根道输送和打捆机控制系统各种数据的记录、存贮、上传和打印等功能,同时可提供通讯接口以方便连接到车间级Internet网络。下位机采用西门子S7-300系列PLC,选用的CPU是S7315-2DP,它是整个控制系统的核心。ET200M模块作为远程I/O站安装在现场,用于程道输送和打捆机的过程控制和现场各传感器的数据采集,它与CPU通过Profibus-DP总线进行通讯。
对于維道输送系统,其主要功能是钢材的输送和打捆前的预紧成型器控制,安装在辕道底部的限位开关用于实现钢材的位置零点给定,即初始点设置,安装在程道电机上的增量编码器用于实现钢材的位置计长,其清零信号由限位开关触发,辗道电机的启停控制及高低速切换都由变频器根据増量编码器的反馈信号来实现,辗道电机的运行与预紧成型器之间采用硬件互锁,以保证设备的安全。所有信号的采集和输出都由安装在辐道现场的远程I/O站ET200M来控制,远程I/O站ET200M通过接口模板与CPU进行通讯,从而缩短了动力与控制电缆的传输距离,节省了安装成本,增强了系统的可靠性。
对于棒材打捆包装机,由于其要完成开/合臂、抽/送丝、蓄丝、拉紧、合钳、剪切、拧进、挤平、拧退等十多个打捆流程因此在现场打捆机旁边需配备远程I/O站ET200M,一方面用来完成十几个电磁阀的逻辑控制,另一方面打捆包装机自带的液压泵站也需要实时的监控和控制,主要包括泵站电机的启停控制、泵站升压/卸荷控制、油液压力和温度的故障报警、吸油滤及压油滤报警、油箱液位报警等信号。
所有现场的多个ET200M远程I/O站都通过Profibus-DP总线与安装在中控室主操作台内的S73I5-2DPCPU进行通讯,而CPU将通过安装在工控机上的CP5611通讯卡与上位机进行通讯,完成设备的各种数据交换。
3.2控制系统的软件改造控制系统的下位机PLC软件采用STEP7-V5.4进行编程,系统的运行程序分为:初始化程序模块、手动调试程序模块、自动运行程序模块和故障报警模块。
1)初始化程序模块主要是在设备上电时,将程序的所有中间变量和各个输出点全部复位,并检测设备的当前状态。
2)手动调试模块主要是用于现场维修和调试时,检査各个子系统的运行状况,包括制道电机的启停控制和高低速切换是否正常.预紧成型器的动作是否正常、打捆机的各个打捆动作是否正常、液压泵站电机的启停控制和压力调节是否正常等,
这个模块包括全部打捆所需任务的控制。从钢材进入細道开始,按照事先设定的逻辑顺序完成钢材打捆。系统自动控制的程序流程图如图2所示。
这个模块主要是对棒材打捆包装生产线上所有设备的报警点进行实时监控,根据故障等级,发出相应的处理信号。
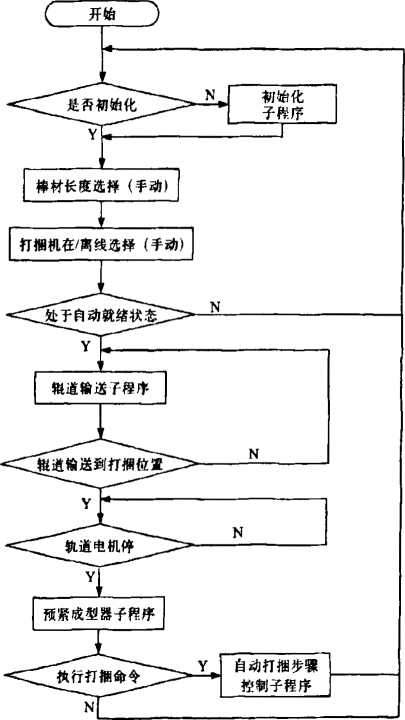
图2棒材打捆包装生产线全自动控制程序流程图
控制系统的上位机软件采用WinCC开放式组态软件编程,它将作为主要的显示和交互设备对车间内所有打捆机的生产运行进行智能调度和监控管理,其良好的图形界面可使操作者在计算机屏幕上直观的看到各个子系统的当前运行状态。在监控画面中实现的功能主要包括以下四个方面:
在WinCC组态环境的实时画面中,具备一定权限的管理者可以对辗道输送子系统、夹紧预成型控制子系统,打捆包装机的各个动作时间和监控点报警进行相应的参数设置和修改,包括辍道电机的传送速度、各个打捆动作的执行时间、液压泵站的输出压力、系统各报警点的极限值等。
对于全自动棒材打捆包装控制系统,系统当前的运行状态以及各个子系统的一些关键监控点都需要实时的显示在触摸屏上,同时界面还可实时提供各个设备的故障状态以及相应的处理方法,以方便操作者的观察和人工干预。
由于钢材的长度不同,这就需要合理的调度不同位置上的打捆机,从而提高生产线的打捆效率,减少由于一台打捆机出现故障而导致的停产。同时,采用Profibus-DP总线后,整个打捆包装控制系统可在车间级控制器的管理下,与包装车间的其他设备形成网络化的统一调度。
利用WinCC强大的数据处理功能,上位机可完成对整个包装控制系统数据的实时采集、存储和上传等工作,从而方便各个管理者可在任意时刻査询系统的运行参数、故障状况和产量变化等。4结束语
针对原有棒材打捆包装生产线的升级改造,通过增加限位开关、变频器和编码器等元件,实现了棒材的自动计长等功能,同时将辕道输送系统与打捆包装机并入同一网络,克服了传统控制系统中一对一控制所带来的安全联锁和生产效率较低等问题,实现了设备的智能调度和协调控制,提高了整个系统的可靠性,对于棒材打捆包装生产线的控制和现场应用具有一定的参考意义。
文章来源于网络转载,侵删
 ×
×



