

来源:网络转载更新时间:2020-07-30 11:50:07点击次数:3002次
1纯碱小袋包装机倒包装置现状
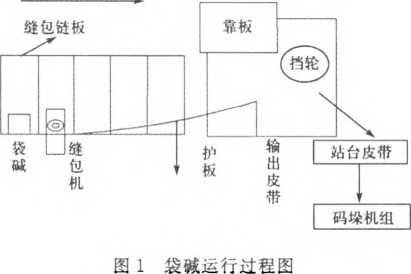
我公司现有小袋包装机12台,其包装输送过程为:袋碱自包装口下落至缝包链板机上,袋碱随缝包链板机运行而被输送至缝包机处,为防止袋碱在此输送过程中向后倾倒,沿途设有护板。经缝包后袋碱进入倒包阶段。此时护板逐渐向内侧倾斜,直至将袋碱推倒在输出皮带的靠板上,此后袋碱经过挡轮后扭转方向,进入下道输送环节,最终进入自动码垛机进行码垛。屑和刀具具有很高的粘结性,容易产生积屑瘤,对加工影响很大。为了避免产生积屑瘤,我们采用较低的切削速度,大约20m/min。
2) 进给量不宜过大,以免切削负荷过重,但也不要太小,进给量宜选用0.45mm。
3) 吃刀深度:加工钢板坡口时,选用主偏角为60°的成型刀具直接刨削完成。
(1)提高刀具及工件的刚度
板材定位压紧后,就要对其进行刨削。上刀架由于压杠的原因,刀杆部分要伸出很长,会使刀杆刚性降低影响加工,所以我们采用单臂刨床的侧刀架进行刨削。
为了提高刀具的刚度,可增大刀杆截面积,减少刀具的悬伸长度等。
(2)减少基本时间,提高工作效率在刨削加工过程中,适当提高刨床后退速度,可以大大的缩短工件加工的基本时间,提高工作效率。
(3)加工结果
通过以上对板材压紧的改进、材料的分析、刀具的刃磨以及切削用量的选择等方面所采取的一系列措施,有效的改善了316L不锈钢板材在加工过程中的难点问题,大大的提高了工作效率(效率是等离子切割后再人工修磨的3倍以上),并在加工质量上为下一步的焊接提供了可靠的保障。
2存在问题
因袋碱最终要经过码垛机来码垛,所以保持袋碱规整十分必要,只有袋碱规整码垛后才不致出现坍垛现象。而在实际生产过程中经上述倒包装置后时常出现不规整碱袋(习惯称“三角袋”,即:袋碱不是平倒,而是侧倒造成的),其一:易造成输送路径上各溜槽处堵塞现象发生。其二:进入码垛机的压平机、整形压平机时易导致刮袋造成堵袋、破袋;进入编组机时,影响机械手动作,造成机械手变形损坏或抓破袋碱,影响生产,污染环境,造成浪费。
3原因分析
当袋碱自包装口下落到缝包链板机上后,随链板机行进中易歪斜、倾覆。操作人员通过套袋时靠调整编织袋口前后高度使袋碱下落后略向后倾斜,使其靠在护板上,以防止歪斜、倾覆现象发生。当袋碱经缝包机缝口后,逐渐进入倒包环节,此时的护板逐渐向前倾斜,形成弧形段。袋碱经过弧形段时,不断向前倾斜,最终被推倒在倒包靠板上。在此渐进过程中,袋碱上部主要受与护板弧形面垂直方向的向侧后方向的推力,底部受链板机运动方向上的拉力。由于纯碱具有流动性的特点,上部出现形变,袋子向侧后方而不是正前方倾倒,因而不可避免出现不规整袋碱。
4解决方法
通过上述分析,要想避免或减少不规则袋碱出现,必须最大限度的消除侧后向力。为此设计了一种间断式递进护板,配合旋转圆盘的倒包装置,示意如图2。
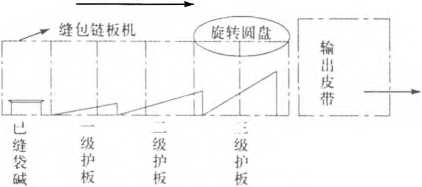
图2间断式递进倒包装置图
一级护板:此板直立安装,将后倾的袋碱变为直立。二级护板:此板直立安装,将直立的袋碱变为向前倾斜。三级护板:此板向链板方倾斜,并与水平成45°安装,进入链板机平面宽度约70%,其长度与袋碱宽度相等,确保将倾斜袋碱推倒在旋转圆盘上。已缝袋碱经三级护板变化过程如图3所示。




 图3已缝袋碱状态变化图
图3已缝袋碱状态变化图
袋碱经过上述梯度护板时,接触距离短,作用时间短暂,且经过护板末端时为线接触,可最大限度减小侧向力作用,最终实现袋碱向前倾倒在旋转圆盘上。该旋转圆盘直径不小于袋碱宽度,装有支架及轴承,安装时应高于缝包链板机10-15cm,与链板机上平面成100°〜150°角,在接近链板机末端,距离输出皮带约50cm处,倒在旋转圆盘上的袋碱,随着链板机的运行而不断旋转,当与输出皮带接触后,靠皮带的摩擦力及链板机的共同作用下旋转,当转动力矩为零时不再转动,最终状态为图4所示,因而保证袋碱规整。

 图4已缝袋碱最终状态图
图4已缝袋碱最终状态图
该装置经过试验取得了成功。且其费用低廉,故障少,使用简便。在生产过程中输出皮带大多为光面皮带,如能采用花纹皮带可增大摩擦力,更有利于袋碱的后期旋转动作,比光面皮带效果会更好,确保最终状态顺利实现。
文章来源于网络转载,侵删
 ×
×



