

来源:网络转载更新时间:2020-07-24 09:44:39点击次数:3199次
对松香树脂捨却包装进行机型与结构的探索,并摸索了在170~280€脂液温度时的主娶操作套數及其相互影响的规律.试脸证明,釆用带式水喷淋冷却方式,脂液温度在260〜270C,传热温差为90〜100C时,总传热系敷K值达到200~300W/ms•K,能连续稳定生产出IQXIOmm,片厚为1.5〜2.0mm的脂片,与现有的世式冷却方式相比,大大提高了劳动生产率,改善了操作环境.填补了国内松香树脂冷却包装设备的空白.
松香树脂是油漆、油墨、橡胶、食品等工业的重要原料,我国松香树脂年消耗量近万吨.生产松香树脂的最终温度高达260-280C,高温脂液经过冷却、粉碎,然后包装出厂。目前我国多数厂家把高温脂液放入敞口冷却盘,盘底夹套内通冷却水进行冷却。这种冷却方法占地面积很大,如年产3000t松香树脂车间需要冷却盘面积90m%冷却盘冷却效率低,时间长(一般需要4〜5h),用水量大;高温脂液倾入敞口冷却盘时,车间充满有害烟气和高温热气,树脂粉碎、包装时又产生大量粉尘,因此劳动环境恶劣,人工粉碎、称量包装,耗用劳动力多,劳动强度大.年产3000〜6000t树脂车间需要冷却包装工人36〜如人(每班11〜13人)。
美国、日本、葡萄牙的松香树脂厂采用带式冷却包装机⑴,日本还釆用转鼓式冷却包装机生产②,省时省力效率高,劳动条件好,产品为小片状或规则的小块状,质量好,适合用户要求.
目前我国松香树脂年生产能力已达1万多吨,国内市场巳超飽和,形成了产品滞销、工厂开工不足甚至完全停产的局面.因此出口外销是松香树脂产品的一条重要出路,我国是松香出口大国,増加松香深加工产品出口比例,有利于松香深加工工业的发展,同时可以増加创汇收入。但国际市场上商品树脂通常要求为一定规格的小片状或小块状,釆用国内现有的冷却包装方法只能生产无定形块状产品,规格不符合出口要求.鉴上述种种原因.我国树脂工业迫切需要研制一种新的冷却包装设备,既能满足出口要求,同时又能提高劳动生产率和产品等级,降低消耗和生产成本,改善劳动条件。
为了提供我国松香树脂片状冷却成型的技术及装备,使产品符合出口要求,增加创汇收入,促进我国松香树脂的生产,对其他树脂(如菇烯树脂、酚醪树脂、石油树脂等)的冷却包装也可以推广使用,具有一定的通用性,从1989年下半年开始,先后进行了机型方案探讨及小型机的试验,并于1991年5月完成了试验工作。
1小试样机方案
1-1小试样机技术要求
以软化点在100P以上的松香树脂为原料制成一定厚度和一定规格的薄片状产品,集冷却和包装于下体,便于一机两用,釆用连续操作,尽量降低设备造价,以便上马快和便于推广。
1.2方案探索
1-2.1主要材料探索经实验室试验,熔融松香树脂在光滑的金属(碳钢、不锈钢)表面凝固后无粘附现象,剥落容易,薄层树脂能快速冷却,
1.2.2机型探索
1.2.2、2带式冷却机型将熔融树脂分配在转动的钢带上冷却。克服了滚筒冷却机的缺陷,使有效传热面积大大増加,冷却时间也可随意调节,较易制出各种规格的片状材脂产品。缺点是占地面积较大,需要优质钢带,价格较高,机器调整比较复杂.
2带式冷却包装小型样机简介
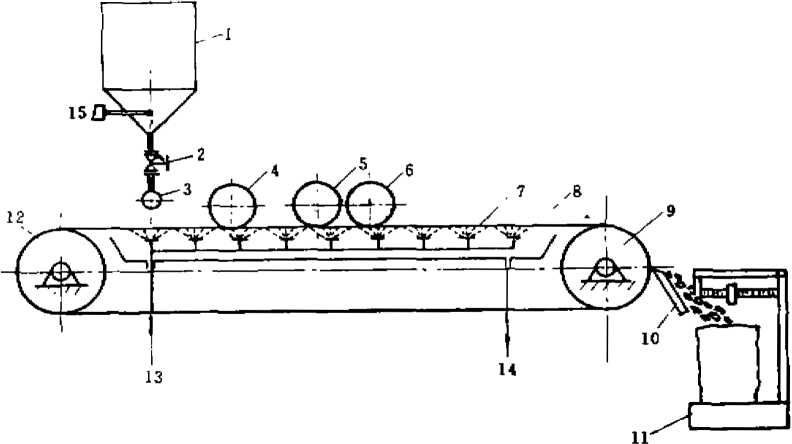
样机由供料、冷却、传送、压片和称量包装五部分组成(见图2)。
2.2工作原理
2.2.2传送主要由钢带(7)和主动轮(9)、从动轮(12)组成,变速电机经减速器减速后驱动主动轮带动钢帯运转。
2.2.3冷却在钢带背面设置由若干喷咀(8)组成的喷淋装置,冷却水通过钢带的传导迅速带走热树脂的热量。

2.2.4压片在钢带上的高温脂液’一方面在通过光机(4〉时被展平并被压成一定厚度,另方面同时受到钢带和光辗从两个侧面强烈冷却.树脂在未完全凝固之前再经过纵、横齿根压成一定规格的小块,疑固并冷却,其脂片由刮刀从钢带剥离,然后称量包装。

2.3性能
样机的主、从动轮之间的中心距为2.5m,钢带宽度330mm,带速在2-6~2.7m/min之间无级调速,电机功率为LlkW。设计生产能力为50kg/h,脂片规格:10X10mm,厚度1〜3mm。
熔解锅一次可熔融松香树脂80kg,熔解后的脂液温度在170〜28(TC之间能按要求自动调节。
3试验与数据分析
3.1分配器试验与选型
树脂在钢带表面分布状况不仅影响冷却效果,还影响产品质量•所以分配器是冷却包装机的关键零部件之一,作者设计了4种型式分配器,即多孔式、鮭隙式、溢流式及平板式,并逐一进行了试验。
3.1.1.多孔式分配器在一根管子上每间隔一定距离开一个小孔,利用树脂自身的压力喷淋到钢带上,后经光辐展平为薄片。其特点是结构简单,脂液分布较均勾,效果较好.但易被树脂中的杂质或不堵物堵塞,有时也因脂液温度低,凝固堵塞小孔。以后在生产中应用时脂液需经过过滤后才能进入分配器。
3.1.2變隙式分配器在一根光轴上幵一槽面与平面配合,形成一狭长的鮭隙,脂液通过鮭隙呈薄膜状流出分布于钢带上.旋转光轴,调整槽口与配合面的位置,可以调整熒隙的宽度,从而调整树脂的流量。
特点;与多孔式分配器相比,脂液分布应更均匀.但由于分配器的鮭隙过小,操作时更易堵塞。
3.1.3溢流式分配器原理近似鮭隙式分配器,将脂液流入分配器脂液槽内,槽的一側是一个水平状的“堰”,当脂液在槽内充满后,脂液即溢流出“堰”,象“瀑布“一样落在钢带上,此结构克服了缝隙式分配器易堵的缺点•但在操作时,流量控制较难•溢流"堰”水平度要求较高。
&1.4平板分配器将脂液流经较长的倾斜平板以扩大均匀分布流域,然后撤在钢带上。
结构最简单,单独使用时效果不够理想.
上述4种分配器基本都能使用。从操作简单方便来看,试验中多釆用多孔式及溢流式•
3.2脂液温度上对产品产量M、冷却水量》、佳热温度差5及总传热系数K僮的厳响
进入冷却包装机的脂液温度.是冷却过程的重要参数,对冷却机的性能影响极大。试验过程中,调整进机的I,分别以170。到280C之间进行测试,摸索各参数间相互影响情况及变化规律。现将测试数据汇总于表1。由表1可以看出:
3.2.1脂液温度I升高,树脂产量M下降以ta170r作为起点,脂片最终温度为50C时,”每增加10C,其总热量Q在理论上增加约4%〜8%,产量M应相应下降。实测数据表明,在相近冷却条件下,%每升高10。,树脂产量M下降的幅度一般为12%〜16%左右。实际操作时,除了温度〃作为影响因素外,高温脂液铺在钢带上,脂液层较薄,超过一定厚度,脂液便从钢带两側濫流出来成为产量M下降的重要影响因素,见图3。
3-2.2脂液温度、升高,冷却水用量£•加大原理与上面相同,即-升高,总热量&增加,水量D必随之加大,以带走所增加的熱量.在相近的传热条件下,、每升高10P,理论上增加的水量D约为4%〜8%(以170E为起点).实际操作所增加的水量达11%〜18%,大大超过理论值,见图3。这主要是试验装置操作不慎所致。在今后工业生产时,为了减少冷却水消耗量D,建议建立冷却水循环系统.
双1 脂液温度对产量、冷却水量、传热温度羞及总传热系數的影响
Table1Effectofresinliquidtemperatureonresinchipsyield,cooling
waterconsumption■>heattransfertemperaturedifferential
andtotalheattransfercoefficient
树脂Rosinresin 冷却水Coolingwater
|
序号g |
脂液温度 Liquidtemp, (C) |
脂片温度Chipstemp. (C) |
产UM(kg/h)Yield |
进水温度 Inletwatertemp. (D |
出水温度 Exitwatertemp.(TC) |
传热温度差山~Heattransfer冷却水量 temp. Consumptiondiff^rem- tiaKC) |
总传热系数Totalheattransfercoeffi cientK(W/m2・K) |
|
|
1 |
170.0 |
46-0 |
105 |
18.0 |
250 |
2.63 |
72,0 |
629.3 |
|
2 |
204.0 |
41.0 |
78 |
11.5 |
18.5 |
4.43 |
82*2 |
468.2 |
|
3 |
23S0 |
50>0 |
100 |
15.0 |
17.0 |
2-52 |
97.8 |
532,0 |
|
4 |
260.0 |
45.0 |
42 |
23.0 |
27.0 |
5>36 |
87.3 |
277.0 |
|
5 |
260.0 |
50.0 |
48 |
24.5 |
27.0 |
6.90 |
92.5 |
294.7 |
|
6 |
270.0 |
6L0 |
48 |
26.0 |
28.0 |
7,45 |
106.3 |
255.7 |
|
7 |
270.0 |
50>0 |
40 |
23.5 |
27.0 |
7.67 |
95・9 |
243.5 |
|
8 |
280.0 |
46-0 |
32 |
20.0 |
27.0 |
6.14 |
96-2 |
201.6 |
3.2.3脂液温度上升高,传热温度差増大这种流动形式,可以被认为是冷却面(钢带)的一侧是迅速更新的膜状流体(冷却水),其温度近似一个不变量,与气温接近.而另一側转动的薄层樹脂,可以看作脂流。树脂状态由流体迅速凝固,并逐惭被冷却.从图4可以看到,灿由高温(17。〜280C)逐渐被冷却到45〜5。。时,随着w升高,以亦随之増大。假设冷却水温度不变,如每升高1QP,&-増高的理论值约为&%,当水温随气温在11〜26C之间变化时,实测的值在4%上下波动。
3.2.4脂液温度次升高,总传热系数K值降低从表1测试数据中可以看出,在近似冷却条件下"・升高,樹脂产量M下降,导致単位时间内传递热量Q减少,在此同时,血.值増大,根据传热方程,必造成总传热系数K值大幅度下降,参见图4.
从热力学观点出发,上每升高1QC,在相同冷却条件下以z*170P为起点进行推理,将増高约4%,Q值将增大4%〜8%。假设在设备传黑总量Q不变、传热面积A恒定的条件下,按传热方程计算,K值将随之下降约4%。实际上,传热总量Q不会固定不变的,而传热面积A亦随着脂液在钢带上覆盖面积变化而变化,所以由实测数据计算的K值下降幅度在13%〜2。%左右,比推算值大得多。
3.3脂片厚度5与脂液温度上关系、对产量M、冷却水量。、总传热系數K值的彩响
脂片厚度8是影响冷却机性能的一个重要因素.试验时,8从1mm逐渐加厚到2.8mm左右,试验顺利。当3超过3mm以后,脂液在钢带上难以成型,而且一次加料铺装极为困难.试验表明,地越高,脂片成型厚度3越薄,反之S就厚,见表2。
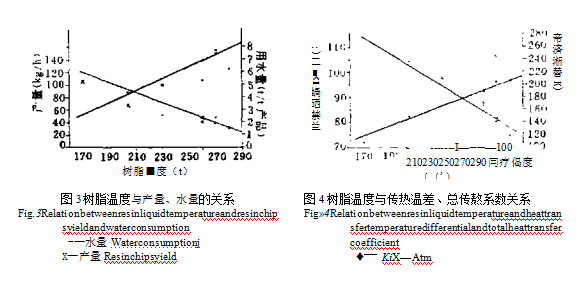



表2 脂液温度对脂片厚度的影响
Table2Effectofresinliquidtemperatureonthethicknessofresinchips
|
&(mm) |
|
3(mm) |
如(C) |
|
I.0 |
280 |
1.0〜L5 |
255 |
|
L5 |
270 |
2.。〜2.3 |
204 |
|
1-0—1.5 |
270 |
2.2—2.8 |
185 |
|
L0〜L5 |
260 |
2.2〜2.8 |
170 |
脂片厚度&对产品产量M、冷却水D及总传热系数K值的影响的试验数据,见表3°
表3 脂片厚庄对产量、冷却水童及总传热索数的影响
Table3EHectotthethicknessofresinchipson'theyieldofproductsfcoofingwaterconsumptionandtotalheattransfercoefficient
|
序号No. |
脂片厚度(mm〉Thicknessofresinchips |
树脂产量(kg/h) Resinyield |
冷却水量(t/hsG Coolingwaterconsumption |
总传热系数(W/m2-K> Totalheattransfercoefficient |
|
|
1 |
1.0 |
32.0 |
6-14 |
201.6 |
• |
|
2 |
Ln〜L5 |
42.0 |
7.60 |
275-2 |
|
|
3 |
L0〜L5 |
43.a |
6.94 |
275.9 |
|
|
4 |
1.0〜L5 |
48.0 |
6,90 |
294.7 |
|
|
5 |
L0—1.5 |
52.a |
7.5。 |
32L.0 |
|
|
6 |
2.0—2.3 |
78.0 |
4.43 |
468.2 |
|
|
7 |
2.2~2.8 |
75,4 |
2.20 |
454.8 |
|
|
8 |
2.2〜2・R |
105.0 |
2M3 |
629.3 |
|
分析表3数据可得出这样一个变化规律"随着脂片厚度S的增厚,树脂产量M随之增加,每吨产品耗用冷却水量趋向减少,而总传热系数区值随着增大。说明在铺装操作允许情况下,适当增加脂片厚度.有利于提高传热效率及生产能力,并能降低冷却水消耗量。
3.4钢带运行速度V.与脂液温度/.相互间的影响
钢带运行速度V实质是表明脂液在装置内冷却的时间,从这一意义来说,在很大程度上决定着钢带(冷却面)的长度.
在保证脂液冷却凝固成型,脂片最终温度达到45〜55C左右的前提下.脂液温度[高,显热相对多.在近似的冷却条件下,冷却时间需要相应加长.则操作控制钢带运行速度V.便需相应减慢。若如低,则可增速,这是符合传热机理的,从表4也可得到相同的结论。
表4 钢帶运行速度与脂液温度的相互影响
Table4Relativeeffectbetweenthebeltspeedandtheresin
liquidtemperature
钢带运行速度Speedofthebelt(m/min) 3.5 3.7 3.7 4.4 4-4 4.4
脂液温度Resinliquidtemp. 270 260 259 230 204 170
3.5产品粉碎率的测定
在冷却包装过程中,产品脂片应为有规则的定型薄片,尽量减少粉末量。作为商品脂片.不但要求外观好看,减少损耗,而且要求有利于减少脂片在存贮过程的氧化量。所以在试验时要求粉尘率不超过5%,总粉碎率(包括粉尘和碎屑占产品总量的比率)不超过10%。作者对产品粉尘率及总粉碎率进行了测定,在运转正常情况下,20kg脂片,粉尘量0.8kg,粉尘率4%,碎屑量1.1kgt总粉碎率9.5%,分析结果表明,该装置基本能够达到所要求的指标,集冷却与包装于一体的连续操作,可以减少产品的粉碎率。为了减少产品在运输过程中再度出现粉碎,建议采用包装箱(如纸箱)包装,以免产生过多碰撞压碎现象,适当增加脂片厚度,还可以减少产品粉碎率。
3.6热效率把
从热力学观点出发,热效率是考瑋在一定温差范围内实际可能传递热量的状况。经测算本装置的热效率列于表5,
从表5可见本装置热效率V均在82%到91%之间,多为90%以下,平均热效率?为88.39%.可见.在这样的温差下操作,本装置传热面积较为适宜,处于比较经济的热效率范囿内。
|
|
|
|
|
|||
|
A5 |
|
脂波岑却it程的热敢率 |
|
|
|
|
|
Table5 |
Heatefficiencyincoolingprocessofresin |
liquid |
|
|
||
|
序 |
树脂Rosinresin |
冷却水Coolingwater |
焦效率耳(%) Heatefficiency |
|
||
|
号 No, |
脂液温度(*c)鶴片温度(*c) Liquidtemp.Chipstemp,] |
进水温度(E) 岀水温度(Q) Inletwatertemp.Exitwatertemp. |
|
|||
|
1 |
L70.0 |
46,0 |
IB.0 |
20.0 |
82-12 |
|
|
2 |
L85,0 |
44.0 |
19.0 |
22.0 |
85.71 |
|
|
3 |
204.0 |
41.0 |
11.5 |
18.5 |
86,24 |
t, |
|
4 |
230,0 |
50.0 |
15,0 |
17.0 |
64-11 |
|
|
5 |
255.0 |
48.0 |
20.0 |
24.0 |
88,84 |
|
|
6 |
259.0 |
45.0 |
2L0 |
29.0 |
91.45 |
+ |
|
7 |
260.0 |
45、0 |
23.0 |
27.0 |
9L49 |
|
|
8 |
260.0 |
50,0 |
24,5 |
27.0 |
89.65 |
|
|
9 |
270.0 |
6L0 |
26.0 |
28.0 |
86.01 |
|
|
10 |
270.0 |
50.0 |
23.5 |
27.0 |
89,89 |
|
|
11 |
270.0 |
45,0 |
23.0 |
25-0 |
9L46 |
|
|
12 |
270.0 |
455 |
21.0 |
24.0 |
90.9L |
|
|
13 |
280.0 |
46.0 |
20,0 |
27.0 |
91.23 |
|
|
平均值Averavalue |
|
|
|
88.39 |
|
|
4结论
4.1带式冷却包装机,性能可靠,结构合理,操作可行.集冷却和包装于一体;能连续稳定生产出符合规格要求的脂片,可满足出口树脂产品的要求。并能提高劳动生产率,降低劳动强度,改善了操作环境,填补国内松香樹脂冷却包装设备的空白。
4.2采用水喷淋在转动的薄钢带上对另一侧热树脂进行冷却的方式,传热效果好,热效率高。提高了水的传热膜系数a(一般在120。〜1400W/m2•K之间)及传热温度差(一般在90〜105C之间),使总传热系数K值增大,比用蛇管冷却的K值増大1〜2倍,有利于减少传热面积,提高生产能力。
4.3本试验探索了170〜280'C脂液温度的主要操作参数及其相互影响的规律,从松香樹脂生产实际出发,把完成反应后的树脂直接从反应釜(或热脂贮槽)送到本装置加工,减少中间冷却工序。推荐采用的主要操作参数为/
脂液温度260〜270C,成品脂片温度45〜55C,钢带运行速度为3.5-4.0
产品规格J0X10mm方块,片厚L5〜2.0mm;平均传热温度差&“为90〜100富》总传热系数K值为200~300W/m!-K.
4.4本装置能耗不大,易于操作。装机容量为1.IkW;耗水量为5~7t/t产品,若增设冷却水循环系统,只増加空冷机及循环水泵的电耗,总操作成本将会进一步下降.
4.5本机与冷却盘相比,设备造价较高,国产不镌钢薄钢带尚少,在不影响产品质量前提下,采用普通薄钢带,可以降低设备造价。在操作上,以手控为主,只对个别重要操作环节装
设自控仪表。这样,既保证设备性能可靠性,又能进一步降低设备造价。
4.6产品做成藩片状,易脆裂,为防止在装运过程中被撞碎,需要改变目前国内编织袋包装的方式,而改用包装箱包装,但将增加包装成本。
文章来源于网络转载,侵删
 ×
×



