

来源:网络转载更新时间:2020-07-24 09:30:29点击次数:3453次
DPP-250 型包装机采用了先进的气动技术和电气控制系统,机械结构大为简化、降低了设备造价, 同时也提高了包装速度。DPP-250 型包装机适用于成型面积较大,成型深度较深的异型物品(固体与液体)的复合泡罩式密封包装,可应用于制药、食品、电子、医疗器械、五金等行业。
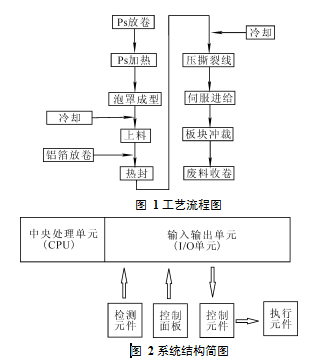
DPP-250 型包装机由伺服电机牵引包装材料步进,各主要执行机构的动作均由气动元件实现,整机控制系统由可编程控制器(PLC)进行控制,实现包装材料释放、预紧、加热、成型、热封、打字、压刃、步进、分切、废料收卷等过程的自动化。工艺流程如图 1 所示。
如图2 所示,硬件配置包括系统控制PLC 单元、
检测元件(光电开关,色标传感器,旋转编码器)、控制面板(人机界面,按钮开关)、控制元件(交流接触器,蜂鸣器,继电器,电磁阀)以及执行元件(电动机,伺服电动机,加热器,气缸)等几部分。
触摸屏作为控制设备的操作界面,接受来自操作人员的操作指令并指示设备的运行状态,以菜单形式显示机器启停、功能切换、工况检测、数据输入与修改、运行状态、故障报警等,使参数组态变得更为方便。
检测元件检测温度、气压、气动阀工作状态、纸卷余量、纸卷是否断裂、以及各部分的动作完成情况;PLC 自动循环扫描各个输入输出点的当前状态,并根据梯形图程序所确定的逻辑关系更新输出点的状态,通过通断交流接触器和换向电磁阀来控制电动机,伺服电动机的启停和气缸、电磁阀的动作,从而完成从包装材料输送到产品排出全过程的自动控制。

控制系统软件由两方面组成:即 PLC 主控程序和人机交互界面程序。DPP-250 型包装机的主程序流程如图 3 所示,首先进行程序自检,若程序不能正常工作,发出报警信号,以便排除。接着进行手动和自动状态判断,若处于手动状态,进行手动操作,若处于自动状态,设置好相关参数后进行循环工作程序。
2.2 DPP-250 型包装机 PLC 输入输出(I/O)分配
DPP-250 型包装机工艺过程由材料释放、预紧、加热、成型、热封、打字、压刃、步进、分切、废料收卷等几部分组成。综合上述控制要求,并基于整个控制系统总成本及备用点考虑,PLC 选用三菱公司的 FX1N-40MT. I/O 分配情况如表 1 所示。
表 1 I/O 分配表

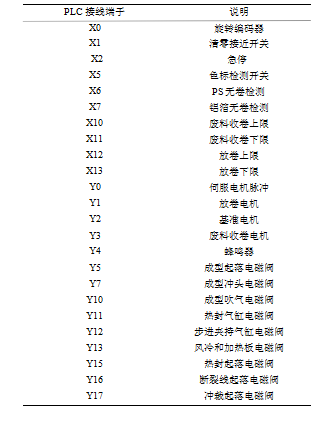

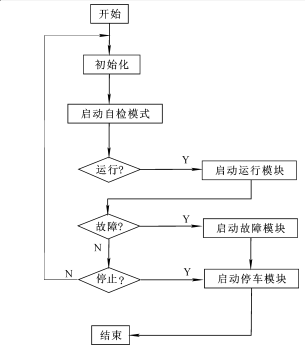
图 3 系统控制流程图
人机交互界面程序完成操作人员同 PLC 之间的对话,主要是各个操作画面之间的相互切换和每个操作画面各个按键动作所对应的 PLC 程序的控制位。本次设计一共设计了 7 张画面,下面将对其中的典型画面做一下介绍。
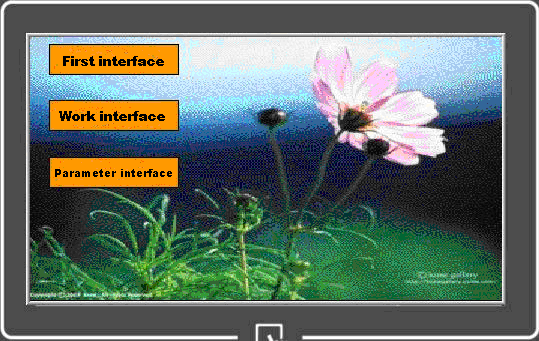
图 4 主界面
在图 4 界面内点击“First face”按钮回到开机界面,点击“Work face”按钮进入到图 5 界面,点击
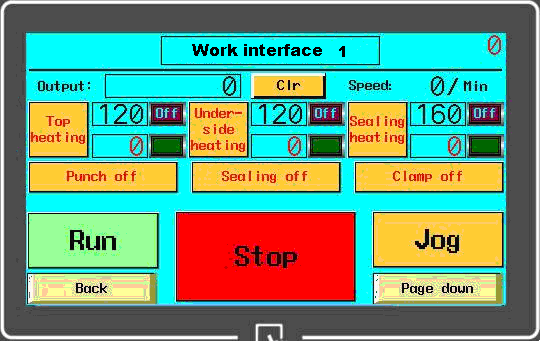

图 5 工作界面
“Parameter face”按钮进入到图 6 界面。
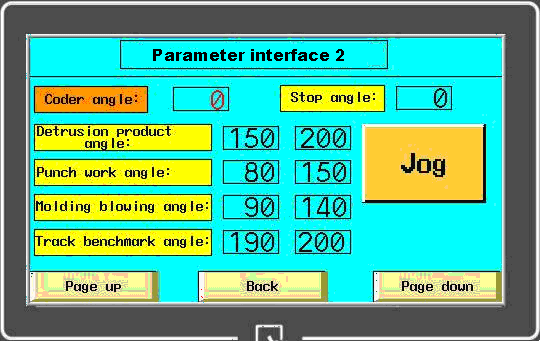
图 6 参数设定界面
在图 5 界面中:“Output”后面的数据记录的是设备冲裁的次数;“Clr”按该钮可以清除 Output 内的数据;“Speed”显示的是设备每分钟冲裁的次数; “Top heating”按该钮可以使设备的上加热板加温, 后边上边框内的数据为设定的目标值,下面框里的数值为当前的温度数值。红色指示灯变成 ON 代表“Top heating”按钮启动,绿色指示灯显示的设备当前是否在升温;“Underside heating”按该钮可以使设备的下加热板加温,后边上边框内的数据为设定的目标值,下面框里的数值为当前的温度数值。红色指示灯变成ON 代表“Underside heating”按钮已经启动,绿色指示灯显示的设备当前是否在升温; “Sealing hesting”按该钮可以使设备的热封辊加温, 后边上边框内的数据为设定的目标值,下面框里的数值为当前的温度数值。红色指示灯变成 ON 代表“Sealing heating”按钮已经启动,绿色指示灯显示的设备当前是否在升温;“Punch off”按该按钮使其变成“Punch on”可以使预冲头进入工作状态;“Sealing off”按该按钮使其变成“Sealing on”后,热封板的上部气缸进入工作状态;“Clamp off”按该按钮使其变成“Clamp on”后,夹持气缸进入工作状态;“Run” 按该按钮可使设备进行运转;“Stop”按该按钮可使设备停止在预先设定的位置上;“Jog”按该按钮可使设备点动运行;“Back”按该按钮可以回到图 4 界面; “Page down”按该按钮可以进入到图 6 界面。
在图 6 界面中:“Coder angle”后面的数据是设备当前的位置角度,是设置其它工作角度的依据; “Stop angle”设定设备应该停止的位置角度,没有特殊的情况就零度;“Detrusion product angle”是设定冲裁上部的推出成品气缸把产品推出冲裁的工作角度;“Punch work angle”是设定预冲头什么时候工作的位置角度;“Molding blowing angle”可以进行成型吹气位置角度的设定;“Track benchmark angle” 设定的数值能够反映设备到达该工作位置角度时, 标点应该先到达光电标识传感器检测光点附近,并且还没有进行下一次步进,范围 10 度左右;“Jog” 按该按钮可使设备点动运行;“Page up”按该按钮可以进入到图 5 界面;“Back”按该按钮可以回到图 4 界面;“Page down”按该按钮可以进入到下一个界面。
4.结 论
DPP-250 型板式食品包装机具有包装范围广、通用性好以及结构简单可靠、操作方便、自动化程度高等特点,满足了客户的需要,对我国包装行业的发展也有着积极的意义。
文章来源于网络转载,侵删
 ×
×



