

来源:网络转载更新时间:2020-07-20 14:18:58点击次数:4191次
简介:蜜生、蜻纸及蜡管(可扣旨在一起的徐蜡纸売、纸益)有许多不同于一般包装寸象和包装材料的因素.其自动包装的特点是动作步.受力小.各操作程序有严格的顺序、工花循环的时间节奏性强.本流程设汁为连续作用型.流程中的包装、转位及传送匀连续匀速进行.九固定工位.蜜丸.蜡纸、纸为怯纸盖放到机器的各自伍置后、将与各机构一起连妹向歩运行.在运行中完成包装加工.>丸目动包装」:艺所完成的包纸、装壳及扣盖三大功能由取纸,送纸等3Z个工艺操作(对蜜丸直接进行包装的基本动作.如收口)・輔助操作(为实现工艺操作所需的准备性操作.如取纸J及预防操作I为保证工艺操作和辅助操作的连嫉进行-对随机出现的异常工况在其形成之前进行的预防性操作.以确保可能出现的问题在萌芽期碍以扼制、如防压头叼}组成。
1灯包装对象、包装村料及包装形式所具有的特殊性、在本工艺流程中、除包装机械具有的工艺操作及辅助操作外、增谖了预防操作.一般包装机械只涉役2〜3】、物品.如慵玦包装机,啤酒灌装机5,而卜机渉及童尤、蜡纸、纸壳及纸盖四种物品、増加了实理机械化包装的难度,根据蜜丸包装的特点及要卡.手工包装蜜丸的工艺为:取纸一取札一包纸一取壳一裝壳f取盖一扣盖f送出。在用机器完成三维空间操作吋.某卜动作需分解成数个动作“如取纸动作需分解成扎紙.取纸、送纸及接纸四种操作。由于蜜丸包装过程中需完成的动作多、以及由于本身特性所至.有较多的影响工艺操作和辅助操作运行的隐患存在.因此在本工艺流程32种操作中包含有3种预防操作.尽管这种操作在机器正常运转时属于虞设操作、但为保证机器连续运转及避免药品损耗、设置这种操作是必要的.预防操作的存在使得包装过程中瞬时出现的有害工况在其形成危害前得以扼制,特别是当蜜丸品种软或粘时以及蜡纸较软时.更加显示出这种预防操作在本工艺流程中的重要作用,
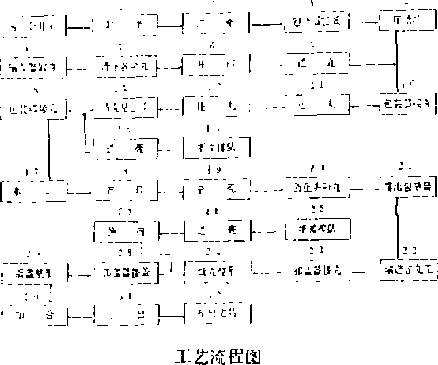
2-本流程设计为一条主线和三条辅线"其主线为:从输纸器扎纸.取纸.经包装器包纸、装壳到扣盖器扣盖.排出.共完成23个操作;三条辅线分别是;从辅丸器取允到送丸流程、从输壳器纸壳排队到送壳流程.从输盖器纸盖排队到送盖换向流程.共完成9个操作。自动包装的大部分操作均在主线内完成、三条辅线主要是整理和供应蜜丸.纸壳及纸盖,工序的集中与分散程度较合理.实现了较高的生产率.机器运行时.在主、輔流程中.各线所含的操作动作将独立地依次连续完成,相互间'无直接影响.如输盖器中的纸盖在排队时出现昇常可随时排除、整个流程不受影响.但在汇合处.辅线的状态将影响主线运行,此时包装物品度包装材料必须处于正确状况'除状态要求外、辅线的运行速度必须与主线匹配、要求辅线流速等于或大于主线流速.保证冗余系数,1,使辅线对主线有一定供应储备量。
三、 工艺流程图
四、 结论
I.按本工艺流程研制的DBZ12型蜜旬包装机将扭结式裹包机、计数式充墳机及插合式扣盖机融
为一体.实现了蜜丸包装自动化,经中药厂使用证明-本工艺流程的设计是合理的.运行是可靠的,有效地防止了无丸.裸丸的岀现,对蜜丸及包装材料有较好的适应能力、包装岀的产品符会中药厂要求.
本文源于网络转载,如有侵权,请联系删除
 ×
×



