

来源:网络转载更新时间:2020-07-13 14:00:52点击次数:4015次
国内大中型药厂对片剂、胶囊剂等药品逐步采用铝塑包装机进行包装。笔者等研制的多功能平板式自动泡罩包装机,已获得三项国家专利(90203244. 5; 91225191. 8;9424673. 0),既适用于医院制剂室,又适用于小型药厂,所包装的药品不仅 在贮存期间其质量稳定,而且便于患者携带与单剂量服用。
本机采用电器与机械控制相结合的方法将自动调温加热、压塑装药、热封冲切、压纹印字与打印批号等设计为一整机,功能齐全,操作方便,且同步联续,工艺流畅精确、性能稳定可靠,能将自动装入各规格与品种药品的塑料泡罩片与铝箔自动热冲切成 10粒(片)或12粒(片)的铝塑包装,改变了用玻璃瓶、塑料瓶、塑料袋包装药品的现状。
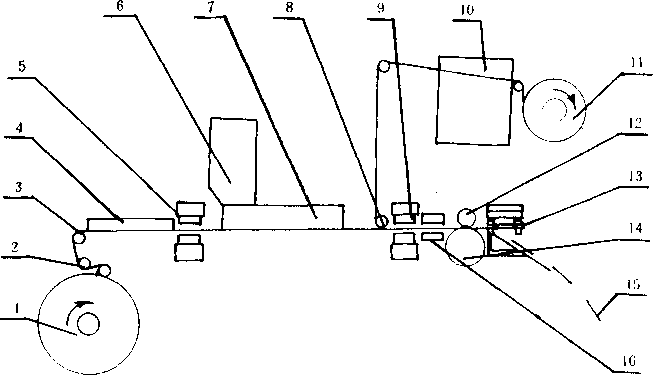
本机工作流程的示意见附图。主要由(1)塑料
片、(2)送料辗、(3)转接辗、(4)加热板、(5)成形模、 (6)加料斗、(7)加料器、(8)转折辐、(9)热封模、(10) 印刷器、(U)铝箔、(12)压紧辗、(13)冲切模、(14)牵 引辐、(15)成品、(16)压纹器等部件组成。
2.1自动传送本机以0. 75 kW电机为动力,通过全齿轮减速箱降速,由前辗筒自动牵引,后送料摆 辗与印字辗筒自动送料,使塑料片和铝箔同时作等 距离间歇运动。
2.2自动成形当塑料片经过自动加热区进入成 形模时,中导板受凸轮的作用而上升,在自动压紧塑料的同时进气阀自动开启,塑料片在压缩空气的压力作用下即自动成形。
2.3自动加料在塑料片自热压成形为特定形状 后,采用行星式通用加料器使所包装的药品自动加 入已成形的塑料罩内。
|
附图工作流程示意图 |
2.4自动印字在自动成形加药料之后,装在印刷 器外侧的铝箔,自动进入印刷辐筒和提起的橡胶压 辗之间,即可将字自动印在铝箔上,再经上下各转折 辐换向,复盖在已加药料的塑料罩片之上.同时进入 热封模。
2-5自动热封 在各工序自动同步操作下,自动进入热封模的铝塑,即可自动平压热封,网纹清晰,板 块平正。既克服了辐筒式机器压强不等而岀现网纹 波浪之缺点,又可与自动打印批号同步进行(批号打 印在空格内,明了、醒目),简化了工艺,节省了能源 和时间。
2-6自动冲切牵引辗筒将已自动热封、印字、打 印批号的铝塑复合物料自动送至冲切模上自动冲 切,其成品自动输入。
3.1包装准备
(1) 预热成形模将成形模停在下止点,进行预 热,旋转电器控制屏上的上、下成形加热旋钮,使上 成形温控仪上的温度指向14O'C左右、下成形温控 仪上的温度指向11O'C(确切温度按泡罩成形程度 而定)-
(2) 预热热封模调节热封旋钮,将热封温控仪 上的温度指向150C左右,根据不同季节进行调节, 通常将热封模预热温度调为140C-160C即可(根 据热封质量再确定具体温度)。
(3) 装配塑料片与铝箔将已装于承料轴上的 塑料片拉出,经送料辐送至加热区面板空档处,与从 铝箔承料轴上拉岀的铝箔一起进入热封模,直至冲 切模的终端部。
(4) 调配印刷油墨以铝箔上印出的字清晰程 度为度。
(5) 料斗装药将拟包装的药料加入贮料斗,供 装用。
3.2开机包装
(1)开启总电源开关;(2)旋动气泵旋钮气泵冲 气;(3)各电热器按要求升温;(4)开启进水阀;(5)开 启进气阀;(6)放下加热板;(7)按下电机控制绿色按 钮,即可自动加热压塑、分装药料、热封打印、批号、 印字冲切。
3. 3关机停包
(1)按上电机控制的红色按钮一一主电机停;
(2)旋转气泵旋钮一一•气泵电机停;(3)关闭总电源 开关;(4)关闭进气阀与进水阀,包装即可停止。
4参数与特点
4.1技术参数
热压温度;110C~140C(可调);
热封温度:14OC~16OC(可调);
电 源:22OV, 38OV,5OHz;
电 机75 kW
冲切频率:20〜40次/min 1〜3版/次
生产能力:(1.5〜8)X104粒/h
成形加热:1. 2 kW
热封加热:1.2kW
外型尺寸:2000mm X 1500mm X 500mm
整机重量:500 kg
4.2功能特点
(1) 设计合理、结构紧凑、性能稳定、式样新颖。
(2) 自动化程度高、适用性强、操作方便、省时省 力。
(3) 加热压塑、填装药料、铝塑热封、铝箔印字、 打印批号、铝塑压纹、成品冲切等皆同步进行,速度 快、效率高、效果好。
(4) 造型美观、一机多用、功能齐全、经久耐用。
(5) 板式模具、辐筒引料、正压成形、自动加料、 同步热封、直接印字、无边冲切、节省材料、生产直 观、安全可靠。
(1) 检查开机前必须认真检查电器开关、运行 部件、物料规格等是否正常和符合要求。否则应及时 维修与电换。
(2) 加油齿轮减速箱内加润滑油至齿轮下方, 使齿部浸入2 cm为宜,各滚动轴承定期加油(至少 每年加润滑油脂一次),使其正常运转。
(3)调墨打开印刷装置上的盖板,用乙醇或丁醇清 洗印刷板,加入适量78型油墨,使印刷辐版浸入1 cm左右为宜。
(4)上料按照要求将塑料片、铝箔与药物分别 装于塑料片承料轴、铝箔承料轴与加料斗上备用。
5. 2应用
本机既适用于以自动铝塑包装不同规格与形状 的片剂、胶丸剂、胶囊剂与小针剂等药品,又适用于 医疗器具、糖果、食品、小五金产品、电子元件及其它 异形物品等的铝塑、纸塑和铝箔的密封包装等。不论 用于任何规格与形状产品的自动密封包装,只要更换不同规格与形状的压塑、热封、冲切模具即订。
6.1安装本机应水平安置在水泥台基上,底脚下 垫12 mm厚的同形状橡胶板,以免长期使用损坏基 础及岀现移位现象(允许不装地脚螺线)。
6.2保养安排专人操作及时维护保养,保持正常 运转,并保持机器清洁,用软布沾皂水擦去油污的同 时再用软布擦干。
6.3加油机器岀厂时,传动箱内未带润滑油。生 产包装药品前,必须将油加至齿部下方,浸入2 cm 为宜。并根据润滑示意图,及时补充加油。以确保机 器正常运转。
6.4气泵塑料片热压成形的压缩空气,由O.ln?
X0. 7 MPa无油气泵(即空气压缩机)提供。
6.5洗墨如果较长时间未使用印刷器,应及时清 洗油墨箱,放松刮墨刀压力,擦上微量机油,即可将 之洗擦干净。
6.7压力成形、热封、压纹等部位的压力均不宜 过大,一般留有1mm左右的间隙即可(具体根据塑 料片与铝箔厚度确定)。
6.8温度热压成形与铝塑热封的温度根据不 同季节的室温,按照说明书的要求与实验情况在温 度调节仪上调整。
本文源于网络转载,如有侵权,请联系删除
 ×
×



