

来源:网络转载更新时间:2020-07-03 09:30:55点击次数:4205次
0引言
软盒包装机是国内烟草行业生产软盒产品的主力机型,柳州卷烟厂目前共有13套该设备,卷烟软盒包装一般会印上字码标识,使产品具备可追溯能力,能够分辨出卷烟产品由哪套设备哪组操作人员生产出来的,从而实现质量管理的PDCA循环。现有的铝箔纸钢印装置更换字码时耗时较长,影响有效作业率,为了缩短更换钢印时间,达到方便更换的目的,并且不能发生更换错 误,因此,需研究原钢印装置的原理,对其进行改进。
1铝箔纸钢印打印原理
1.1铝箔纸输送原理
如图1所示铝箔纸输送系统由左、右纸圈架、 导纸報、单向轮R1和R2、刻痕凸轮R3、刻痕凹轮 R4、刻R轮R5和R6、固定切纸刀、可调切纸刀、 送纸滚轮、压紧滚轮、加速轮和机架等组成⑴。
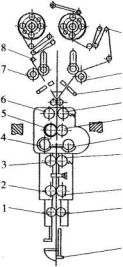
图1 铝箔纸供给装置示意图
1-加速轮R11 2-送纸滚轮R9 3-送纸滚轮R8 4 -固定切纸刀(二转)5 -刻R轮R5 6 -刻痕凹轮R4 7 -单向轮R2 8-滚轮9 -铝箔纸纸圈架10-单向轮R1 11-手动切纸刀12-刻痕凸轮B3(兼打钢印)13-刻R轮R6 14-可15 -压騒轮R7 16_觥邮田0 17-压紧加速轮18 -下纸到位基准
左、右纸圈架上装有卷筒式铝箔纸,卷筒式铝 箔纸经一组导纸滚辐导引,进到单向轮R1 (或 R2)和滚轮的中间。单向轮Rl(或R2)里装有一 个单向离合器,以防止纸张忽然中断的情况下影 响已经过了单向轮的铝箔纸输送。铝箔纸输送到 刻痕轮处时,刻痕凸、凹轮的相互作用使铝箔纸形 成2道刻痕,以使铝箔纸挺括,便于裁切、输送;刻 痕凸轮上装有钢印,能对铝箔纸打上数字或者字 母。经过刻痕和打印的铝箔纸再经过刻R轮、切 纸刀、两对送纸滚轮后到达加速轮,加速轮使单张 的铝箔纸快速到达“下纸定位基准”,等待烟支到 来进行铝箔纸的包装,至此,铝箔纸裁切、输送完毕。
1.2铝箔纸钢印打印原理
铝箔纸经过刻痕轮组件向下输送,安装在刻 痕凸轮上的钢印装置与对应的安装于刻痕凹轮上 的胶辗同步挤压,钢印从铝箔纸导板的打印窗口 对经过的铝箔纸进行挤压印鉴,完成钢印的打印过 程,由于刻痕凸轮和凹轮的直径是恒定不变的,所 以在铝箔纸展开、输送方向上钢印的印鉴距离是定 长的,从而能在每张铝箔纸的恒定位置印上字迹。
2铝箔纸钢印结构及使用规则
2.1铝箔纸钢印结构
原设备上的钢印结构如图2所示。
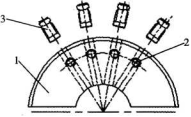
图2原钢印结构示意图
1-半圆座2-紧定螺钉3-钢印字模
钢印字模安装在一个半圆座的光孔内并由锁 紧螺钉从侧面对其进行定位,同样只需松开螺钉 就可以上下调整钢印的高低位置,整个半圆座组 件再通过2颗M5 x20的螺钉紧固于刻痕凸辐 上,与字码进行挤压的可变形物胶辗安装在刻痕 凹轮上。
2.2钢印使用规则
在原来的设备上的钢印装置结构上,更换或 调整半圆座上的字码则需要拆下许多零件,才能 取下半圆座,进行字码的更换和深浅调整,整个拆 装调整过程耗时较长。
柳州卷烟厂的软盒产品要求用钢印装置在小 盒铝箔纸底部清晰打印4位字码作为产品标识, 其中前2位用阿拉伯数字表示月份,第3位用 “I” “2”、“3”这三个数字分别代表3个生产班 别,第4位用英文字母表示机台编号。
近年来,为了方便对产品质量进行追溯和对 设备操作人员的管理,柳州厂的软盒包装 机的铝箔纸钢印由原来的每月换一次改为每班换 一次,柳州厂是三班工作制,按照生产工艺要求每 个班次都需要更换上代表本班次身份的钢印,如 果继续使用原
来设备上安装的钢印装置则每班次 需要大量的时间和人力进行钢印字码的拆装更 换,造成停机时间长,影响生产效率,因此,需把钢 印装置改造成能够在短时间内可以完成更换和调 整的形式。
3改进思路
3.1字码更换规则研究
经过研究产品加工工艺中的字码更换规则后 发现:铝箔纸钢印由4位数组成,前2位代表月 份,第3位代表班次,第4位代表机台印码,在同 一个月份内,每台机3个班次的钢印字码分别不 同,但却是相对固定的,如2号机6月份甲班使用 的钢印字码固定为061B,乙班固定为062B,丙班 固定为063B;也就是说,在同一个月内,每台机每 个班次只需要变换4个字码中的一位就可以了 ; 每天只需变换班次码即可,即使跨月,在个位数的 月份也只需更换第2位。也就是说须频繁更换的 字码仅为中间两位。
3-2字码打印位置分析
按照产品技术标准购回的钢印字模规格为 45mm x8mm,其中字的髙度为3. 5mm,要求清晰 打印在铝箔纸底部折页的中间位置即可。测得铝 箔纸烟包底部可打印区域为图3中虚线框部分, 也就是说可以把需打印的4位字码布置在38.5mm x3. 5mm的范围内。
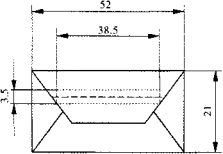
图3铝箔烟包底部示意图
当铝箔纸刻痕组件在门勾开启时,其开口处 最大间隙宽度为120mm,打印窗口处开口间隙为 40mm,刚好可以让操作人员伸手进去处理“铝箔 纸堵塞”之类的故障。也就是说在开口处有伸手 进去取出钢印字码的空间。
根据实测,测得铝箔纸导板的打印窗口为 28mm x26mm,根据方便更换2位字码的思路,4 位字码外圆弧的展开长度为38. 5mm,则中间2 位的字码中心圆弧展开长度为12. 8mm, 1个字码 直径为5mm,这样对于长度26mm的取出窗口,应 该可行。
4改进方案及实施
4.1改进方案
要快速对钢印字码进行更换,必须减少零件的拆卸和简化钢印的更换过程,从而缩短更换钢 印字码的时间。为了避免影响原有铝箔纸输送系统的功能, 同时在不对原设备进行较大改动的情况下,只对 原来的钢印字码半圆座进行改造,由于原来的钢 印半圆座其最大截面积为48mm x 12mm,大于打 印窗口尺寸,无法取出;所以设计改进后的钢印座组件如图4所示。
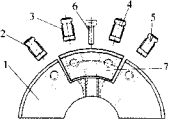
图4改进钢印装配示意图
1-半圆座2、3、4、5 -钢印字模6-螺钉
7-活动钢印
将原来整体式的半圆座设计成分体组合式的 组件,重新设计的半圆座分为开槽半圆座和活动 座两部分,其中活动座用一颗M4 x 10的内六角 螺钉固定在开槽半圆座上,螺钉头部沉入沉孔;而 开槽半圆座仍按照设备原有方式以2颗M5 x20 的螺钉固定在刻痕凸轮上。开槽半圆座和活动座 上布置有4个用于安装钢印字码的光孔,把第1 位、第4位字码安装在开槽半圆座上,2、3位字码 安装在活动座上,其定位方式和原设备上的一样, 用紧定螺钉在侧面将字码固定。
因为机台号码是固定不变的,而月份的第1 位字码只有在9月份转到10月份时才将“0”换 为“1”,12月份转到第二年1月份时将“1”换为 “0”,这样一年中操作工只需拆下2次开槽半圆 座来更换月份字码,而需要经常更换的月份码,即 第2位字码(每月更换一次)、班次码,即第3位 字码(每班都更换)2个字码装在活动座上,活动 座的体积大小使其刚好可以通过打印窗口取出, 然后给每班配备一件活动座,预先安装调试好3 个班的字码,则换班时操作工只需通过打印窗口 更换活动座即可,更换将变得快捷、方便。
该设计方案需要突破的关键点是:活动座能 顺利通过铝箔纸导板打印窗,方便操作人员从打 印窗口直接拆装。开槽半圆座上的第1到第4位 字码所在外径弧长应小于铝箔纸底部折叠梯形的 打印区域长度同时能保证布置下4个字码和一个 紧定螺钉的位置,即保证钢印字迹落在铝箔纸底 部梯形内。
4.2改造方案实施
4.2.1新钢印装置设计
根据采购回来的成品钢印字模尺寸为巾5 x 8mm及机械设计手册中螺钉标准拧入深度值综 合考虑,所以设计取活动座高度为9mm,活动座 通过一颗M4的内六角螺钉固定于开槽半圆座 上。因此需在活动座中钻一个2mm的通孔 和
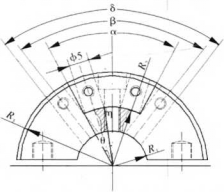
图5钢印半圆座各角和弧段示意图
如图5所示,4个钢印孔直径为5mm,紧定螺 钉光孔直径为4.2mm,& =9mm,/?2 =15mm,7?3 = 24mm。根据孔壁临界相交计算得出的活动座尺 寸符合通过打印窗口的要求。
由相同计算方法得出4个钢印字迹符合打印 钦部折叠梯形内的要求。
通过计算机绘图设计,保证各孔有一定间距 的设计参数符合最初的设计要求。
开槽半圆座的材料选用原来的零件进行改 制,新钢印装置活动座材料选用45号钢。
4.2.2专用工具设计
由于刻痕轮处的两导板在打开的状态下,打 印窗口处最大间距只有40mm,普通内六角扳手 无法使用。为方便在狭窄的空间内能拧松或拧紧 活动座的紧定螺钉,设计一个专用扳手如图6所 ZJ、o
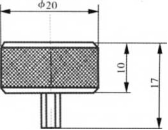
图6专用扳手示意图
其结构为内六角扳手加带滚花的圆手柄,在 六角头内加磁。通过手持专用扳手可以从打印窗 直接拧松或拧紧活动座的紧定螺钉,利用扳手可 以把螺钉和活动座同时带出,便于操作人员使用。
专用扳手的捏手部分材料选用45号钢,内六 角扳手端采用现有工具内六角扳手4改制后镶入 捏手部分后焊接,整体表面发黑处理OS。
4.2.3防错设计
钢印装置是装在铝箔纸刻痕组件上,压痕槽 刚好和活动座边缘重叠1mm,如果把活动座的紧 定螺孔设计在中心位置,活动座无论正反都可以 安装到开槽半圆座上,同时由于刻痕组件处的开 口很小,不易于用眼观察,若不小心装反了,并不 易发现,这样活动座上的凹槽就对不上对应胶辗 上的凸起部位,设备运转起来会造成铝箔纸破裂 等问题,严重时甚至会造成零部件损坏。活动座 装反了,钢印不能正确打印,产品的追溯性没有依 据,产品的质量检验就不合格,由于这一细节造成 废品,因此活动钢印座防错设计就显的十分重要。
为了避免操作人员将活动座装反于开槽半圆 座之上,于是设计将活动座的固定螺孔偏移厚度 中心线位置1mm(如图7) o
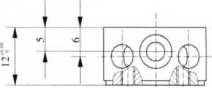
图7活动座防错示意图
活动座在安装时手持方向不正确,其固定螺 孔的中心偏离2mm,固定螺钉是无法安装,这样 消除了活动座的误操作而导致钢印字码打在烟包 上显示出来的印迹方向相反或烟包底部铝箔纸被 刻痕过深导致破碎的可能性,保证钢印打印正确。 4.2.4橡胶根的改进由于每班都需要更换2位字码,导致与钢印 字码相对应的橡胶辗由于重复多次的被不同的字码对同一位置进行印鉴,容易使橡胶发生塑性变 形,从而导致打印在铝箔纸上的字码不清晰,甚至 容易导致铝箔纸在字码处裂穿,一般胶辗使用2 个月即发生磨损,为减少橡胶根的磨损,一是降低 钢印字码的硬度,二是提高橡胶辐的硬度。降低 字码硬度容易导致字码磨损,此方法不可取;设备 上原先使用的是普通的橡胶材料,经参考卷烟机 的品牌钢印打印的对应辐的材料并查阅相关的技 术资料”刃,选择聚胺脂(邵氏硬度为80-90 度)作为橡胶根的材料,经多次试验使用,无论是 钢印打印的清晰度还是胶辐的寿命都提高许多, 达到预期效果。
5结束语
按照设计图纸加工钢印组合上的各个零件, 将改造后的钢印装置组装上机试用,该装置运行 稳定,对设备无不良影响,打印出来的标识符合工 艺要求;换班时操作人员使用专用工具拆装活动 钢印座更换本班使用的钢印装置可控制在1分钟 以内。本项目顺利通过厂部工艺、技术部门的验 收。经过此项改进,减少了操作耗时,提高了有效 工时,每天3个班的有效工时,可以使设备效率提 高约6.0个百分点,为保障车间设备效能的发挥 起到积极作用;降低了生产过程中消耗的无谓时 间,提高了设备生产效率,取得了预期效果。 ZB25包装机铝箔纸钢印装置的改造成功后已在 全厂的相同设备上推广应用。
本文源于网络转载,如有侵权,请联系删除
 ×
×



