

来源:网络转载更新时间:2020-07-03 09:40:16点击次数:3965次
软盒包装机组是中国烟草总公司从意大利某公司引进的卷烟包装机组技术和机组改进后的 最新的“MICRO-II”电控系统专有技术,经消化、吸收、研制的国产 化新产品,是一种先进的卷烟中高速包装机组,是目前我国软盒 烟生产的主力机型。在实际使用中,软盒包装机有着设备 运行稳定、有效作业率高、操作简单、维修方便等优点。但在设备 运行中发现烟支模盒皮带断裂破损现象频繁出现,增加了设备停 机维修时间,影响了设备有效作业率的提高。如何延长模盒皮带 使用寿命,提高设备有效作业率,是当前维修人员所需要探索解 决的重要任务。
1.存在问题
在实际运行中,软盒包装机烟支模盒同步带经常岀现断 裂破损现象,使烟支模盒的位置发生偏移,导致设备无法继续正常运 行。故障一旦发生,由于该部位结构复杂,每次拆卸、更换、安装以及调 整模盒输送带需要用时约6小时左右,维修设备的停机时间较长,维 修人员劳动强度大。皮带频繁断裂破损,不仅使维修费用增加,而且严 重影响设备有效作业率的提高。
根据我司卷包车间包装机组2012年8月至2013年3 月的设备维修记录,对烟支模盒输送带故障及其更换情况进行统计, 具体如下表:
表1模盒输送带故障及更换情况统计表
|
模盒输送带断裂破损 |
4次 |
|
输送带更换维修时间(总) |
约24小时 |
|
输送带最长使用寿命 |
80天 |
2.模盒输送装置的结构与烟支组成型及输送的原理
2.1模盒输送装置的结构
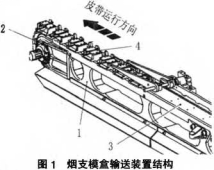
如图1所示,烟支模盒输送装置主要由架1、带轮2、输送带3、模 盒4等组成。
2.2烟支组成型及输送的原理
烟支输送装置是烟支从烟库到一号轮右侧模盒内的输送装置,承 担着把烟库中的烟支整理为以7-6-7形式排列的20支一组的烟支并 完成烟支的检测、输送任务。烟支从通道中进入烟库,为使烟支在烟库 中排列整齐,烟库后活动拍烟板周期性张开、关闭拍打烟支,使烟支整 齐排列。烟支通过搅动辐不停地搅动分别进入左、中、右三个下烟通道 中,并在下烟道底部按三个不同的高度排列。随后,第一推进器将以 7-6-7形式排列的20支为一组的烟支推入到输送带上的模盒内,随 动压烟板将其整理并与模盒输送带同时向前运转,途经烟支质量检测 和废烟剔除等工位后,由第二推进器将烟支组从模盒上推出进入一号 轮右侧模盒内。具体位置结构见图2。
![]()

1.拍烟板2.搅动辂3.下烟通通4.弟一推进器
5.模盒6.随动压烟板7.第二推进器8.一号轮
图2烟支组成型及输送组件
其中,烟支模盒输送带为同步齿形带,皮带上均匀地安装了 40个 模盒。模盒安装好之后,同步带的齿形分布为2齿宽T齿窄一1齿 宽一4齿窄的结构,与其同步带轮的齿形结构相吻合,从而使模盒输 送带平稳啮合。在同步带轮的间隙运动驱动下,实现烟支模盒的间歇 式循环往复运动。
3.模盒输送带断裂破损的原因分析
从故障现象进行分析,由于烟支在的整理、输送、检测或剔除过程 中,大量的烟沫会从烟支燃烧端切口处脱落进入皮带运行通道,导致 模盒皮带运行时,烟沫会通过皮带边缘与导轨之间的间隙,进入皮带 运行通道。这时会发生以下两种情况:
3.1主动带轮烟沫堆积
大量的烟沫会在经过皮带安装架上的缺口时,靠自身重量自动落 下来,但由于静电作用或烟沫湿度大等因素的影响,烟沫会吸附在皮 带上,随着皮带的继续运转,烟沫经过主动带轮时会进入带轮轮槽。 (烟沫走向如图3中的a走向)。
3.2从动带轮烟沫堆积
由于缺口宽度比皮带运行通道的宽度小,仍然有不少的烟沫从缺 口边缘通过。这部分烟沫将会通过主动带轮与皮带导板之间的间隙直 接进入皮带下通道面,随着皮带继续向前运转,在皮带与从动带轮啮 合时烟沫就会进入从动带轮齿槽。(烟沫走向如图3中的b走向)。
图3上通道烟沫走向
在设备运行一段时间以后,带轮齿槽和皮带齿槽上会产生烟沫的 堆积成的结块。当堆积到达了一定的量时,同步带轮与模盒输送带的 正常平稳啮合传动就会被挤入的烟沫结块所破坏,模盒输送带将会出 现不同程度的振动、跳跃。继而会造成安装在模盒输送带两侧的烟支 检测系统无法完成正常的烟支质量检测工作,在线产品质量无法得到 有效保证。同时,跳跃、振动的输送带加剧了其顶端与导轨的摩擦,摩 擦力始终作用于输送带上的某一振动、跳跃点,致使输送带磨损老化加快,导致输送带的断裂破损。严重时还可能导致不合格烟组剔除杆,、 模盒及烟组第二推进器的损坏等故障,影响设备的正常运转。
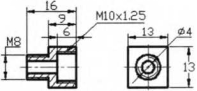
图6吹风喷嘴零件图

4.改进方案
找到了皮带断裂的原因,我们决定通过设备改造的方法,减少姻 沫在皮带通道的残留,避免皮带堵塞或跳齿等现象的发生,以达到延 长模盒皮带使用寿命的目的。
4.1方案一:消除皮带与导轨之间的间隙
我们知道烟沫进入皮带通道吸附在输送带的齿面上,主要是因为 皮带导轨与皮带之间有间隙,试设想将消除皮带与导轨的间隙,这样 就可以将烟沫与皮带运行通道进行隔离。避免烟沫在带轮齿槽或皮带 齿槽上堆积。
这种方法,虽然在理论上能够将烟沫与皮带通道进行隔离,避免 烟沫堵塞皮带,但要在皮带的整个运行通道消除皮带与导轨之间的间 隙,实施难度大,且会增大皮带运行阻力,继而增加了皮带断裂破损的 风险。不是最佳解决问题的方案。
4.2方案二:加装负压吸风装置
烟沫进入皮带通道后,会吸吸附在带齿或通道上,试设想在皮带 安装架上通道的缺口处安装负压吸风口,便可对经过缺口的烟沫吸 走,避免烟沫进入带轮齿槽形成堆积,延长皮带的使用寿命。如果采用 这种方法,负压吸风弱时,不能彻底吸走皮带上残留烟沫;负压吸风强 时,能比较彻底地吸走烟沫,但会增加皮带运行阻力,也会增加皮带断 裂破损的风险。缺口处,空间小不利于吸风口安装,且吸风管易堵塞, 后期维护工作量大。不是最佳解决问题的方案。
4.3方案三:加装正压吹风装置
根据皮带安装架的结构,利用皮带与导轨之间的间隙,试想,在架 上安装正压吹风装置对皮带齿形面或带轮进行清洁,使烟沫在通道缺 口处或皮带与导轨之间的间隙处顺利落下,减少烟沫的残留,使皮带 与带轮保持清洁和良好的啮合状态,达到延长皮带使用寿命的目的。
经过对以上三个方案的分析、比较及综合各方面的因素,方案三 虽然会增加一定的噪音,但改造过程简单,投入成本小,经济性好,后 期维护方便,而且稳定性更好,因而确定是较为可行的方案。
5.输送带吹风装置的设计与安装调试
5.1皮带吹风装置的设计
根据模盒皮带输送装置的结构及工作原理,通过观察该喷嘴在设 备上的安装位置,并综合考虑了气管的布局以不影响设备的美观为主 的原则下,把喷嘴设计在皮带安装架内侧。为了使吹风清洁效果达到 较好的状态,我们将吹风口位置设置在A、B、C三个位置,在架上位置见图4。
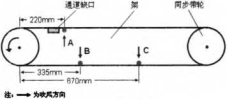
图4吹风口位置
其中,吹风口 A的作用是对上通道和皮带的清洁,使烟沫能顺利 地从通道缺口处落下,以免残留烟沫进入到主动带轮齿槽处,加工简 图见图5。吹风口 B、C的作用是利用皮带与下通道之间的间隙,通过 两次吹风将皮带上残留的烟沫彻底清除,使从动带轮保持清洁。
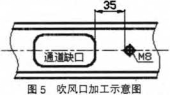
由于皮带齿槽宽度为7mm,为了提高压缩空气的清洁效果,将喷 嘴内孔直径设为4mm,与其接管螺纹接头的基孔相连通,螺纹孔设计 为MlOxl.25的细牙螺纹孔。吹风嘴的零件图如图6所示。
5.2安装调试
2013年4月在卷包车间A6#机组上进行安装调试,首先将喷嘴安装在皮带安装架上,并在喷嘴上接上气管接头为6mm,且螺纹接头为MlOxl.25的管螺纹气管接头。再从机组压缩空气气源(压力范围 0.5~0.8MPa)引出一路压缩空气经空气过滤器、减压阀、节流阀后用两 个6mm的三通分成三路,分别与喷嘴A、B、C处的螺纹气管接头相连 接便完成所有的安装。为了节约气源吹风,可根据实际需要通过调节节流阀控制风量大小,实现清洁皮带及通道的目的。其气路原理图如 图7所示,安装好后的实物图入图8所示:

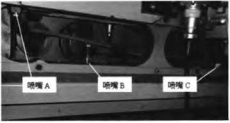
喷嘴A喷嘴B喷嘴C
图8安装后的实物图
|
改造前(2012年8月~2013年3月 |
改造后(2013年4月-2014年2月) |
||
|
输送带断裂破损 |
4次 |
输送带断裂破损 |
。 |
|
输送带更换维修时间 |
24小时 |
输送带更换维修时间 |
0 |
|
输送带最长使用寿命 |
80天 |
输送带使用寿命 |
300天 |
一从表2的数塡分析,改造后烟支模盒输送带屉甬300天爲禹長带状态未见异常,因此输送带停机更换维修的时间为零。
通过对模盒输送带装置的改进,有效地延长了模盒皮带的使用 寿命,提高了设备的有效作业率,可见我们的改造是合理的也是成功的。该项目投入成本少、实施简单、效果明显具有一定的推广价值。
本文源于网络转载,如有侵权,请联系删除
 ×
×



