

来源:网络转载更新时间:2020-07-03 09:25:59点击次数:4332次
1引言
当前已用于医药、食品包装的小袋三面封包装机,其袋长大多釆用机械超载离合器控制。这 种方式误差较大,且机械故障率高。随着行业竞争的加剧,产品的外在质量显得极为重要,这就给包装设备提出了更高的要求。针对这种现状,笔 者将用于药品颗粒包装的10台小袋包装机的机械传动部分改成步进电机带动,再用步进电机控制器控制步进电机工作,经一年多的运行,收到了十分显著的效果。
2包装机的结构
1) 原有包装机结构它是由送纸系统、计量系统、成型器、控制系统、制袋系统、袋长调整器等组成。
2) 改造后的结构及工作过程改造后保留送纸系统、计量系统、成型器3部分,去掉了袋长调整器,将控制系统、制袋系统做了主要改动。
工作过程:包装材料通过送纸系统经成型器对折后,被安装在热封臂上的“L”形热风器封合成口袋,计量器在旋转中将计量好的物料充填入袋,随后口袋被制袋系统拉下一个袋长(袋长完全靠控制系统控制,精度非常高),热封器又一次做封合动作,将前一个口袋的上口封合,同时也完成了下一个口袋下底和纵边的封合,并由裁刀将已充填封合的口袋在正确的封道位置上切断,从而制成包装成品,如此循环完成包装作业。在整个过程中,控制系统、制袋系统在这台设备上起着至关重要的作用。
3控制系统的设计
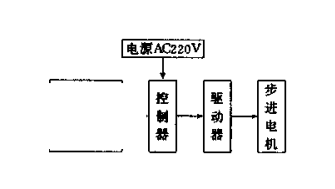
图1控制系统结构
1)硬件组成控制系统的硬件主要由步进电机、控制器、驱动电源等组成,考虑到系统工作性能及可靠性,输入信号主要包括光电传感器、包装机启动信号、仪表定值输出信号等,输出信号主要包括脉冲信号、电机转向电平信号等。控制系统结构如图1所示。
2)控制系统功能
自检功能每次送电后系统将所有输入信号逐一检测,并在控制器上点亮指示灯,以检测电气系统是否完好。
报警功能在自动运行中,仪表出错误或没读到光标而袋长超长时报警,以便将故障排除或将不合格物品挑选出去,以保证系统的正常运行和产品的质量。
改造后的机械传动部分釆用步进电机带动, 由主轴上的光电开关发出的启动信号Q,和成型器上端的光电检测器发出的停止信号T,送至步进电机控制器进行处理,控制步进电机工作,完成制袋功能。其特点是机械传动部分简单。由于控制系统比较先进,所以人为误差极小,故障率极低,操作简单,易维修。
改造前后的有关性能对比见表1。
表1改造前后性能的对比
|
性能 |
改造前 |
改造后 |
|
包装质量 |
一般 |
优 |
|
包装速度/(袋,min-1) |
55.0 |
80.00 |
|
设备操作 |
复杂 |
简单 |
|
故障率/% |
32.0 |
2.00 |
|
包材利用率/% |
92.0 |
99.80 |
|
袋差/mm |
±2.0 |
± 0 . 20 |
|
标准偏差/mm |
4.1 |
0.38 |
4结语
设备在某集团公司经过一年多的运行,效果非常好,比原来的效率明显提高,具有非常好的改造价值,在食品、保健品等行业使用的同类颗粒、片剂及液体包装机均可利用推广,设备性能达到国内先进水平。
本文源于网络转载,如有侵权,请联系删除
 ×
×



