

来源:网络转载更新时间:2020-07-01 09:10:02点击次数:6601次
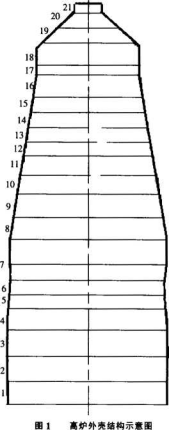
为淘汰落后工艺,达到结构优化、产业升级, 提高产品的总体竞争力,本公司新建了炼铁高炉。 高炉容量为4 150 m3,钢结构制作工程量约为1 300 t,最大直径为17 130 mm,炉壳壁厚为45~100 mm。 高炉炉皮共有二十一带,每一带炉皮分4~14块,每 两带炉皮之间存在横缝,每一带炉皮块与块之间存 在纵缝。高炉外壳结构如图1所示。
高炉建设的规模已步入巨型化趋势:炉体容量越来越大,炉体钢板厚度越来越大,焊接的工作量越来越大。传统的炉皮焊接方法,焊接施工劳动强 度大,远不能满足施工进度和建设质量的要求。在本次炉皮焊接中,本公司首次釆用了立缝气电自动焊和横缝埋弧焊工艺,这2种焊接方法能大大提高焊接速度,获得优良的焊缝质量。
1焊接性分析
根据设计图样,新高炉炉壳板材质为BB5O3钢, 板厚为45~100mm。BB503钢的化学成分和力学性 能见表1和表2。
* 1 BB503钢化学成分(质*分数)(%)
|
C |
Si |
Mn |
P |
s |
|
0.12-0.18 |
03-0.55 |
1.25-1.60 |
W0.02 |
W0.01 |
|
Nb |
Ti |
Al |
N |
V |
|
0.015-0.04 |
0.01-0.035 |
0.01-0.05 |
W 0.007 |
0.02-0.15 |
表2 BB503钢力学性能
|
钢板厚 度/mm |
屈服强度 MPa |
抗拉强度 RJMPa |
伸长率(%) |
冲击吸收功4kv /j(or,纵向) |
弯曲180。 |
|
40 |
2=315 |
490-610 |
。21 |
N47 |
d=3a完好 |
|
45-65 |
2295 |
N23 |
|||
|
N70 |
采用IIW推荐的碳当量计算公式,计算BB503 钢的碳当量为0.34%~0.48%,其平均值约0.4%,该 钢淬硬倾向不大,焊接性较好。但由于炉壳板厚为 45-100 mm,因此,焊接时需釆取预热和后热措施, 以防止冷裂纹的产生。
2焊前准备
3炉売焊接工艺
3.1焊接设备
炉壳立缝焊接釆用气电立焊自动焊机,炉壳横 缝焊接釆用横缝埋弧焊机。
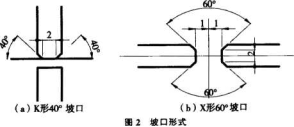
3.2坡口形式
立缝的坡口形式为60。的X形坡口,横缝的坡口 形式为40。的K形坡口.其形式如图2所示。
3.3焊接顺序
3.4焊工的分布
3.5焊接工艺参数
根据焊接工艺评定结果确定的焊接工艺参数见 表3。
3立焊焊接工艺參數
|
数 方旨、 |
焊接材料 |
焊丝规格 /mm |
焊接电流 /A |
电弧电压 |
焊接速度 A(cm,minT) |
气体流量 /(LTnin-1) |
焊接 位置 |
|
埋弧焊 |
H08MnA+ HJ431 |
巾3.2 |
420-500 |
42-48 |
45-60 |
一 |
横缝 对接 |
|
气电立焊 自动焊 |
H08Mn2SiA |
(/>1.2 |
1~3 层: 110-140; 其余: 150-180 |
20-24 |
— |
— |
立缝 对接 |
|
C02焊 |
ER50-6 |
巾1.0 |
280-320 |
32-36 |
25-35 |
15-25 |
定位焊 |
3.6焊后处理
利用预热设备进行消氢处理。横缝焊完后,立 即升温到250 恒温2.5-3 h,然后缓冷。
要集中在其组织、力学性能的改进和工艺水平的提 高国外Shan⑸,Caceres"和Wang,"]等人均在 开展对A356合金的研究,不同于国内,这些研究都 着重于化学成分、凝固条件和热处理工艺等对材料 性能的影响。
然而随着汽车、飞机等工业的不断进步和发展, 在实际的生产中A356铸造铝合金工件需要通过焊接 进行连接。本文采用ER5554铝合金焊丝利用MIG 焊接技术对A356-T6铸造铝合金板材进行对接焊接 试验。试验过程中优化了焊接工艺参数,并在光镜 (0M)和扫描电镜(SEM)下对焊缝组织进行观察,
4结论
本文源于网络转载,如有侵权,请联系删除
 ×
×



