

来源:网络转载更新时间:2020-07-01 09:15:40点击次数:3860次
0前言
大直径钢管和平板类构件对接在焊接过程中工作量大,且焊缝有一定规律,通常配备大型变位机或者焊接机器人实现其自动焊接,但现有自动焊机体型庞大、结构复杂、采购成本和使用成本很高,中小型企业难以承受。因此很多中小型企业仍依靠人工方法来完成此类环缝的焊接,不但劳动强度大,而且很难保证焊接质量和提高工作效率。为此,本研究设计了一种用于环缝自动焊接的焊接专机。焊机通过定位电机和曲柄滑块机构组实现快速定心,通过CPU精准控制环缝的自动焊接过程。焊接方法有C02焊接、混合气体焊接、药芯焊丝焊接印。这款自动定心的环缝焊机,适用于管子直径变化范围大且管子无法转动的大管径环缝焊接, 可快速定心并精确焊接,具有自动、高效、焊接效果好的优点,并且可通过调节曲柄滑块机构的长度以适应各种不同管子。控制系统选用AVR单片机为核心,通过软硬件的良好配合来实现各种焊接参数的设置、存储与调整以及焊接过程的自动控制。
1总体设计
焊接工件为大直径钢管和平板,如图1所示,管子直径500-2 000 mm,变化范围大,且工件体积较大,不适合转动。

图1焊接工件示意
设计了一套包括定心机构和焊接机构的机械系统,其中定心机构由机座、定位电机、3个曲柄滑块机构组构成;焊接机构由焊接电机、焊接齿轮系、 焊枪支架构成。该系统实现了自动定心和精准焊接的功能,且焊机整体结构简单轻便,易于操作。
另外设计了一套控制系统,由CPU、开关、存储 控制过程中的参数的存储器和输入设备组成。其中, CPU接收输入设备的参数,以控制定位电机和焊接电机的运行,并将参数存储在存储器上,实现定位过程的自动控制、焊接过程的自动控制、以及参数设置和存储的高度自动化。
此款环缝焊机工作流程如下:(1)将设备放置或 悬挂在待焊接的管子内部;(2)定位电机带动3个曲 柄滑块机构沿着机座的径向同步运动,实现定位; (3)启动焊接,引燃电弧;(4)焊接信号识别并给出 电弧信号控制电机转动;在电弧引燃的条件下,启动 开关时,电弧熄灭,同时电机停止。
2机械系统设计
机械系统包括定位机构和焊接机构,如图2所示,定位机构包括机座、设置在机座上的定位电机 和曲柄滑块机构组。曲柄滑块机构组由3个互成 120。的曲柄滑块机构组成,定位电机带动每个曲柄 滑块机构沿着机座的径向同步运动;焊接机构包括 焊接电机、由焊接电机带动的焊接齿轮系和位于曲 柄滑块机构组中心的焊枪支架。焊枪支架上设置一 横杆,横杆另一端设置一环缝焊接的焊枪。
2.1自动定心设计
定位电机通过定位齿轮组带动曲柄滑块机构 组运动,如图3所示。当定位电机带动从动齿顺时 针转动时,3个曲柄滑块机构沿着机座的径向同步 靠近管壁运动。由于3个曲柄滑块机构之间互成 120。且始终保持同步运动,即每个曲柄滑块机构沿 着管子径向运动的速度始终保持一致且运动的起 始时刻和结束时刻也始终保持一致,任意时刻每个 曲柄滑块机构的端部距离曲柄滑块机构组中心的 距离相等,所以当3个曲柄滑块机构同时触碰到管
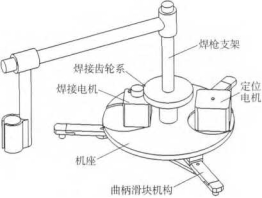
图2机械机构设计简图
子内壁时可确定焊枪支架位于管子内部中心,并且 可利用曲柄滑块机构的自锁作用使定位挡块夹紧 管子内壁而不回弹。此时焊枪可实现在管子外侧旋 转一周,进行环缝焊接;当定位电机带动从动齿逆 时针转动时,3个曲柄滑块机构远离管子内壁,可 快速恢复初始状态。
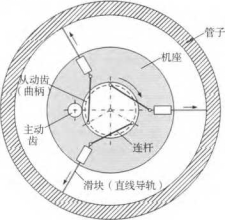
图3自动定心示意
2.2焊枪转动系统
焊接转动系统中的焊枪支架与曲柄滑块机构 组、从动齿的中心重合。焊枪支架上设置一横杆,横 杆另一端设置环缝焊接的焊枪,使用时将设备放置 在待焊接的管子内部或悬挂在管子内部,其中设备 的位置是可移动的。因此,焊接过程中可以设置成 横杆沿着焊枪支架旋转或焊枪支架旋转而横杆固 定;优选在机座上设置一个焊接电机,焊接电机通 过焊接齿轮组带动焊枪支架转动。
3控制系统
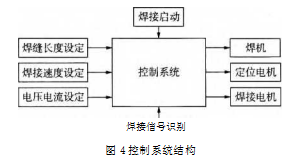
根据控制系统实现定位过程的自动控制、焊接 过程的自动控制、参数的设置和存储要求,选用AVR单片机作为控制核心闵,控制系统如图4所示。系统接 收的输入信号包括按键、开关、参数设定;输出信号 包括焊机驱动信号、步进电机驱动信号等。
3.1单片机控制步进电机
由于步进电机具有惯量低、定位精度高、无累 积误差、控制简单的优点,广泛应用于机电一体化 产品中。而本系统中对自动定心机构和焊枪旋转 机构的位置和距离精度要求不高,所以均釆用开环 精度较高的步进电机作为驱动元仲气选用42BYGH- 5402型步进电机,静力矩0.6 N-m,配套驱动器为 WZM-2H042MHo
步进电机驱动器的输入信号来自于单片机,如 图5所示,OPTO为共阳端,接+5V;CP为脉冲信号, 脉冲频率决定步进电机的转速,脉冲个数决定步进 电机转动的圈数,即行走距离;DIR为方向信号:1为 正转,0为反转;FREE为锁紧信号,1为锁紧状态, 0为自由状态。
在实际运行中,控制系统中预置4种速度:自 动定心速度、定心释放速度、正常焊接速度、快速返 程速度,可通过操作开关切换速度。
3.2焊接过程控制系统
焊接过程由焊前准备和焊接操作两部分组成。
焊接准备工作:将设备放置在待焊接管子内部 或悬挂在管子内部,其中设备的位置是非固定、可 移动的。参数输入,CPU接收输入设备的参数后控制 定位电机和焊接电机的运行,并将参数存储在存储 器上。
焊接操作流程:启动焊接,引燃电弧;CPU识别 焊接信号并给出电弧信号来控制电机转动;在电弧 引燃的条件下,按启动开关时,CPU控制电弧熄灭, 同时电机停止工作。在任何位置启动时,焊机焊接一周便会自动停止。
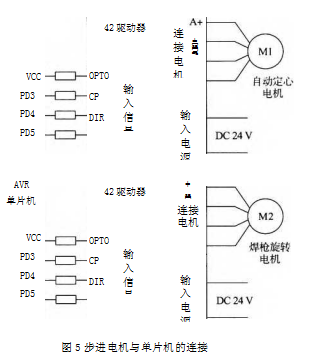
图5步进电机与单片机的连接
4结论
该环缝焊机适用于管子直径变化范围大且管 子无法转动的环缝焊接,可实现快速定位并精确焊 接,具有自动、高效的优点,而且可通过调节曲柄滑 块机构的长度来适应各种不同的管子。实现了定位 过程的自动控制、焊接过程的自动控制、以及参数 设置和存储的高度自动化。
本文源于网络转载,如有侵权,请联系删除
 ×
×



