

来源:网络转载更新时间:2020-07-01 08:45:55点击次数:4653次
引言
我国锅炉制造企业在积极推行先进焊接工艺, 适应锅炉容量参数和炉型的变化,满足复杂锅炉部件以及锅炉新材料的制造要求。锅炉的关键部件主要包括汽包、集箱、膜式壁和蛇形管等。其中汽包是锅炉补给水和进行汽水分离的重要设备,是锅炉的核心部件。汽包一般由左右封头、封头人孔、筒体、 下降管管座、汽水连接管座、水位表管座、安装耳板及内件等组成。其主要焊缝有筒节纵缝、环缝、下降管管座焊接、汽水连接管的焊接和其他附件焊接。由于汽包在锅炉中的特殊地位,作为锅炉的主要受压部件,其焊接质量倍受重视,我国国家法规对其焊接工艺和检验标准提出相当严格的要求。因此,汽包焊接工艺直接关系着其焊接质量。钢为德国制造,其组织稳定,具有较高的中温屈服强度,良好的塑性、韧性及综合力学性能和工艺性能。钢适用于工作温度不高于的各种类型的焊接构件,如锅炉汽包、压力容器、波形管和其他结构件叫本研究采用埋弧自动焊接设备进行了超高压锅炉汽包纵缝焊接工艺试验,分析了焊接接头的微观组织,进行了焊接接头拉伸试验、弯曲试验、冲击试验等研究。研究结果将为超高压锅炉汽包纵缝焊接工艺制订奠定基础。
1试验材料及设备
钢在正火加高温回火状态下使用,其测试的化学成分和力学性能如表1、表2所示。 65mm厚的钢350龙高温机械性能如表3所示。
|
|
表1 钢的化学成分 Tab.l Chemical compositions of BHW35 steel |
% |
|
|
w(C) |
w(Si) w(Mn) w(Ni) w(Mo) w(Cr) w(Nb) |
w(P) |
w(S) |
|
0.12 |
0.35 1.50 0.65 0.30 0.30 0.01 |
0.03 |
0.02 |
|
表2 BHW35钢力学性能 Tab.2 Mechanical properties of BHW35 steel |
|||
|
板厚 5/mm |
"b S & 4 kv /MPa /MPa /% /J , cm-2 |
冷弯 (180°, |
|
|
65 |
720 392 18 39 |
合格 |
|
表3 钢350 P高温机械性能
|
temperature (350 P) |
|
|
屈服点oTMPa |
抗拉强度aJMPa |
|
343 |
515 |
|
333 |
510 |
|
304 |
490 |
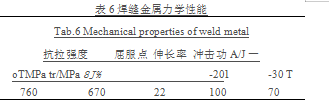
钢埋弧焊丝选择原则为等强匹配。选用的焊接材料为H10Mn2NiMoA,焊丝化学成分如表4所示。该焊丝向焊缝过渡适量Mo/Ni,配合相应焊剂可获得综合机械性能良好的焊缝,其化学成分如表5所示,熔敷金属力学性能如表6所示,试验用埋弧焊设备型号为DC-1000直流电焊机it。
表4 H10Mn2NiMoA化学成分
|
Tab.4 Chemical compositions of H10Mn2NiMoA % |
||||||
|
m(C) |
w(Mn) |
w(Si) |
w(S) w(P) |
w(Cr) |
耕(Mo) |
w(Ni) |
|
0.08 |
1.83 |
0.35 |
0.01 0.02 |
0.19 |
0.50 |
1.33 |
|
|
Tab.5 |
表5焊缝金属化学成分 Chemical compositions of weld metal |
% |
|||
|
讽C) |
w(Mn) |
w(Si) |
w(S) w(P) |
w(Cr) |
w(Mo) |
w(Ni) |
|
0.08 |
1.81 |
0.20 |
0.01 0.01 |
0.02 |
0.68 |
0.94 |
2 钢焊接性分析
钢合金元素含量较高,其碳当量C妒Q58, 钢的冷裂倾向较大,焊前需要预热,随着预热温度提高,过热区硬度下降,热影响区冷裂倾向下降。但局部高温预热会产生附加热应力,并随预热温度的提高而增大。因此对于防止冷裂纹产生,只增大预热温度具有局限性,最好釆用低温预热加后热工艺。提高焊接热输入也有益于防止冷裂纹发生,其焊接热影响区淬硬倾向较大,且随冷却速度增加而增大,焊接接头应力集中较大时,易产生再热裂纹
3焊接工艺试验
锅炉锅筒纵缝焊接时,坡口角度16°±4°,间隙 20±1 mm,坡口型式如图1所示。
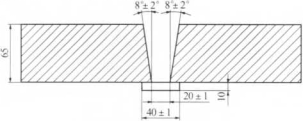
图1锅筒纵缝坡口型式
正面焊完后,预热温度不低于100龙,范围不少于焊缝周边200 mm0碳弧气刨清除垫板,用砂轮去除渗碳层并把焊缝打磨平整,各个焊道的焊接工艺参数如表7所示。
焊接试验工艺为:预热温度1482;层间温度152龙~272龙;除氢温度340龙~360 龙/2.5 h;925°C ±15Y正火,升温W150 Y/h,保温1 h,空冷;630t ±15龙回火,升温W150幻/h,保温3.8 h,空冷;610r ±15龙消应力退火,升温W78 Y/h,保温7.6 h,炉冷至300丁后出炉空冷。其他:背面碳弧气刨根除垫板后焊接,气刨前试件温度为200龙。
4焊接工艺实验结果
4.1焊缝外观质量
焊缝正面宽度51〜53 mm,背面宽度47〜49 mm,
表7焊接工艺参数
|
焊接层次 |
焊接方法 |
填充金属 |
焊接电流 |
电弧电压 UN |
焊接速度 v/mmemin, |
||
|
型号 |
规格/mm |
极性 |
电流〃A |
||||
|
正面1 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
巾4 |
直流反接 |
540-550 |
32-33 |
32-33 |
|
正面2~5 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
4>4 |
直流反接 |
590-600 |
33-34 |
31 〜32 |
|
以后各道 |
埋孤焊 |
H10Mn2NiMoA SJ101 |
巾4 |
直流反接 |
630〜640 |
34-35 |
30-31 |
|
背面1 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
<})4 |
直流反接 |
630-640 |
34-35 |
31-32 |
|
以后各道 |
埋弧焊 |
H10Mn2NiMoA SJ101 |
4>4 |
直流反接 |
630-640 |
34-35 |
30-31 |
正面、背面焊缝高度均为1.5~2.0 mm,焊缝高低差为0.5 mm。正面和背面焊缝无外观缺陷,焊缝外观检查结果合格。焊接接头探伤检验方法为磁粉探伤、 超声波探伤,按JB4730标准评定。
4.2拉伸试验
焊接接头常温拉伸试件如图2所示,试验结果如表8所示。焊接接头试样在350丁进行高温拉伸试验,试验结果如表9所TH。
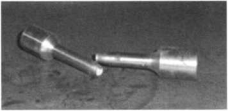
图2常温拉伸试件
表8常温拉伸试验
|
取样部位 |
试样号 |
屈服强度 WMPa |
抗拉强度 WMPa |
延伸率 &/% |
|
|
规定值 |
N390 |
570-740 |
218 |
|
|
1 |
430 |
625 |
18 |
|
焊接接头 |
2 |
430 |
635 |
18 |
|
|
3 |
420 |
620 |
18 |
|
|
4 |
430 |
640 |
18 |
|
|
规定值 |
N390 |
2570 |
N18 |
|
焊缝 |
|
|
|
|
|
|
1 |
640 |
780 |
18.0 |
|
|
表9 |
350 T高温拉伸试验 |
|
|
|
Tab.9 |
Tensile test at high temperature (350 © |
|||
|
取样部位 |
试样号 |
屈服强度 |
抗拉强度 |
延伸率 |
|
|
|
crs/MPa |
WMPa |
&/% |
|
|
规定值 |
、333 |
N510 |
N18 |
|
|
1 |
440 |
530 |
18 |
|
焊接接头 |
|
|
|
|
|
|
2 |
495 |
515 |
18 |
|
|
3 |
480 |
505 |
18 |
4.3常温弯曲试验
在弯曲角度100。,弯曲直径C=3S的条件下做侧弯试验,取两组8个试样进行试验,试验结果完好°侧弯试件如图3所示。
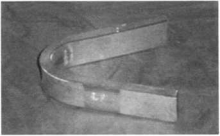
图3侧弯试件
4.4冲击试验
焊接接头冲击试验后的试件如图4所示,试验结果如表10所示,数据表明冲击值符合要求。
图4冲击试件
表 10冲击试验结果
|
|
Tab.10 |
Results of Impact test |
/J |
|
|
缺口位置 |
1 |
试件号 2 |
3 |
规定值 |
|
焊缝区 |
53 |
38 |
44 |
N41 |
|
近缝区 |
164 |
193 |
168 |
N41 |
|
焊缝区 |
151 |
173 |
181 |
N41 |
|
近缝区 |
172 |
163 |
182 |
N41 |
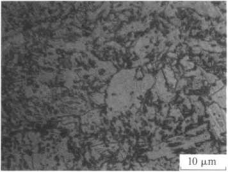
图8焊接接头的焊缝组织
5结论
(1 )埋弧自动焊接超高压锅炉汽包纵缝焊接接头热影响区组织为铁素体和贝氏体,熔合线组织为贝氏体,焊缝组织为少量铁素体和贝氏体。
(2)埋弧自动焊接超高压锅炉汽包纵缝焊接接头的常温、350Y高温的拉伸试验、弯曲试验和冲击试验结果表明,接头力学性能符合使用性能要求,焊接工艺可行。
(3)锅炉汽包纵缝焊接釆用埋弧焊,开V型坡口,经过预热、消氢处理、正火、回火、退火等热处理等措施合理,保证了接头焊接质量。
本文源于网络转载,如有侵权,请联系删除
 ×
×



