

来源:网络转载更新时间:2020-06-30 09:31:22点击次数:4394次
一、现状分析
1.1推送器工作原理。硬盒包装机的商标纸横向推送 器主要把从纵向通道输送来的商标纸准确、及时的横向推送到 五号轮正下方,与带有卡纸的铝箔纸烟包汇合。当推送器运动 到行程最前端时,通过调整偏心轴使推送块与定位块之间的距 离为一张商标纸的宽度,且垂直于水平线。商标纸推送到位后, 轴承随滑动槽一起下落,致使推送块绕着轴逆时针转动,从而 使推送块的高度下降,以避开纵向输送装置输送过来的商标纸。 当横向推进器回程到位后,再随滑行槽的上升而恢复原位,为 推送下一张商标纸准备。
当推送器在推送商标纸过程中发生堵塞时,推送块就会绕 轴向后转动,从而带动安装在偏心轴上的轴承也做逆时针转动, 迫使滑行槽的下导轨克服簧片钢珠组合对它的压力而打开,当 滑行槽向下运行时,接近开关检测到下导板打开,发出停机信 号。由于惯性的作用,机车不能立即停车,从而使下导板在复 位挡块的阻挡自动恢复原位。
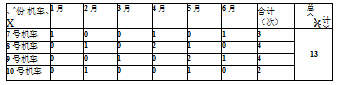
1.2现状调查。在生产实际过程中,当推送器推送商标纸 发生堵塞故障时,推送块有翻转过量的现象,而造成卡死故障。 在2015年1一6月份对7-10号机车因推送器卡死故障进行了统 计,如下表:
表1对1-6月份机车推送器卡死故障次数统计
推送块翻转过程分析。机车高速运行时,当推送器推送商 标纸发生堵塞时,由于受到过大的阻力,使滑行槽上下导板间 的距离增大,在惯性力的作用下推送块继续向后翻转,滑行槽 轴向下运动。运动过程中其上导板又会接触到轴承,并再给它 一个向下的力。轴承在双作用力的作用下,继续旋转。当旋转 到与已打开的下导板接触时,轴承以点的方式同下导板接触, 此时下导板对轴承旋转的阻挡力会降低。当受双作用的力大于 阻挡的力时,轴承就会越过旋转轴的中心垂直线。此时滑行槽 轴继续向下运行,当接近开关检测到滑行槽打开,发出停机信 号。由于机车的惯性作用,还会运行一下,从而使下导板在下 降过程中碰到复位挡块的阻挡向上闭合,并继续转动,直至轴 承的锁紧螺母被推送器下表面阻挡住,无法转动,造成滑行槽 不能正常上下运动,故而形成卡死故障。
二、对策实施
2.1对策思路。针对推送器卡死故障现象进行了分析研究, 并设计一阻挡装置,使其不能影响推送器正常运行,当发生商 标纸堵塞故障时,既能使滑行槽下导板打开幷报警停车,又能 阻挡推送块轴承翻转过量。根据这一思路,确定了研究方向。
2.2对策实施。经研究发现限制推送块翻转过量时,限制 偏心轴的锁紧螺母的旋转位置就可实现限制推送块翻转过量。 根据推送器结构形状,经过测量、位置选择、设计作图等工序, 选用质量轻、中等强度的标准硬铝2A11制作了限位块。并用 两颗M4螺钉将其安装在推送器的下表面,以限制推送块翻转 过量。安装后,模拟进行了商标纸堵塞故障实验和试车生产, 机车运转正常。
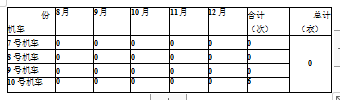
2.3效果分析。方案实施后,对机车进行了为期5个多月 的效果检查,推送器未发生卡死故障且机车运行稳定。项目成 功后,已在其余几组ZB45包装机上推广应用。
表2对8-12月份号机车推送器卡死故障次数统计
三、结束语
通过在推送器上加装限位装置,所起的效果明显,既降低 了原辅料消耗,还消除了因推送器卡死把其他零件打坏的隐患, 提高了设备的有效作业率。
本文源于网络转载,如有侵权,请联系删除
 ×
×



