

来源:网络转载更新时间:2020-06-30 09:28:53点击次数:3697次
 原理分析
原理分析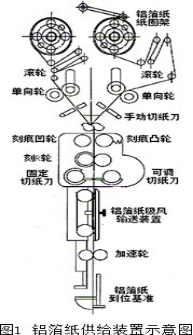
由图 1 可见,供给装置上的铝箔纸经一组导纸辊导引,进入单相轮和滚轮中间。铝箔纸下落到刻痕轮处时,使铝箔纸上留有 2 条刻痕。刻 R 轮的任务是将铝箔纸中间部位压出两道 R 小圆弧。刻 R 轮和刻痕轮的作用都是使铝箔纸挺括、长度方向不弯曲和打皱,保证每次切割长度等值,包装时定位精确,折边可靠。铝箔纸经刻痕轮和刻 R 轮传送至切纸刀处,固定切纸刀转速是可调切纸刀的一倍,且两把切纸刀都与轴线有小夹角,切割时两把切纸刀速度差可较轻松地将铝箔纸切割断开。被切割成定长的铝箔纸经铝箔纸吸风输送装置传送到加速轮处,这时由于后者加速轮速度比前者的速度快, 因而加速轮的另一作用是能使铝箔纸快速到达铝箔纸到位基准,在此处等待一号轮输送来的烟支组经过成型套 口,共同推入铝箔纸包装成形二号轮的盒模, 进人烟包铝箔纸的折叠过程。
生产过程中,被切割成定长的铝箔纸经铝箔纸吸风输送装置传送到加速轮处,在加速轮的带动下铝箔纸快速到达定位位基准机构,在此处等待输送来的烟支组经过成型套口,共同推入铝箔纸包装成形的盒模,进入烟包铝箔纸的折叠过程。而铝箔纸由于只是单面覆盖铝箔, 在环境的影响下,铝箔纸很容易出现竖向卷曲, 卷曲的铝箔纸在通过现有的铝箔纸到位基准装置进行烟包铝箔纸折叠的过程中很容易引起烟包前端折叠不良现象。
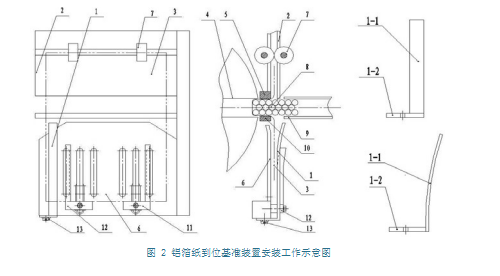
如图 2 所示铝箔纸到位基准装置,盒模 4 进口端的两侧对称设置有上导板 2 和下导板 6, 盒模 4 与上导板 2 连接处固定设置有上成型套口 5,盒模 4 与下导板 6 连接处固定设置有下成型套口 10,上成型套口 5 和下成型套口 10 对称设置,上导板 2 上设置有用于传送铝箔纸 3 的加速轮 7,下导板 2 上设置有用于铝箔纸 3 定位的定位基准机构,定位基准机构包括左右对称设置的左定位基准机构 12 和右定位基准机构11,左定位基准机构 12 和右定位基准机构 11
均与下导板 6 固定连接;定位基准机构的左侧固定设置有铝箔纸导板 1,铝箔纸导板 1 和烟包前端处于所述定位基准机构的同一侧,铝箔纸导板 1 包括固定板 1-2 和弧形导板 1-1,固定板1-2 和弧形导板 1-1 的下端固定连接;弧形导板1-1 的下端与下导板 6 接触,弧形导板 1-1 的上端与下导板 6 之间设置有间距;固定板 1-2 与下导板 6 通过螺栓 13 固定连接,便于安装和更换铝箔纸导板 1。
 被切割成定长的铝箔纸 3 经铝箔纸吸风输送装置传送到加速轮 7 处,在加速轮 7的带动下铝箔纸 3 快速到达铝箔纸到左定位基准机构 12 和右定位基准机构 11,铝箔纸 3 停留在定位基准机构时,铝箔纸 3 的下端位于弧形导板 1-1 的下端与下导板 6 接触的位置处,由于弧形导板 1-1 的弧形形状,弧形导板 1-1 会对铝箔纸有一定的压紧力。进入烟包铝箔纸的折叠过程,从输送通道 9 输送来的烟支组 8 经过上成型套口 5 和下成型套口 10,在推板的推动下烟支组 8 进入盒模 4,同时带动铝箔纸 3 一起进入,此时铝箔纸导板1 给予铝箔纸3 左侧(即铝箔纸烟包的前端)反向力,阻止竖向卷曲的铝箔纸 3 向内卷曲,解决小盒铝箔纸烟包在折叠的过程容易引起烟包前端折叠不良现象。
被切割成定长的铝箔纸 3 经铝箔纸吸风输送装置传送到加速轮 7 处,在加速轮 7的带动下铝箔纸 3 快速到达铝箔纸到左定位基准机构 12 和右定位基准机构 11,铝箔纸 3 停留在定位基准机构时,铝箔纸 3 的下端位于弧形导板 1-1 的下端与下导板 6 接触的位置处,由于弧形导板 1-1 的弧形形状,弧形导板 1-1 会对铝箔纸有一定的压紧力。进入烟包铝箔纸的折叠过程,从输送通道 9 输送来的烟支组 8 经过上成型套口 5 和下成型套口 10,在推板的推动下烟支组 8 进入盒模 4,同时带动铝箔纸 3 一起进入,此时铝箔纸导板1 给予铝箔纸3 左侧(即铝箔纸烟包的前端)反向力,阻止竖向卷曲的铝箔纸 3 向内卷曲,解决小盒铝箔纸烟包在折叠的过程容易引起烟包前端折叠不良现象。
通过一段时间的使用观察,软盒包装机铝箔纸到位基准装置结构合理,简单、易于维修,解决铝箔纸出现竖向卷曲时,小盒铝箔纸烟包在折叠的过程容易引起前端折叠不良现象。
本文源于网络转载,如有侵权,请联系删除
 ×
×



