

来源:更新时间:2021-08-06 16:53:39点击次数:2882次
JY500C11定量包装称重仪表调试举例
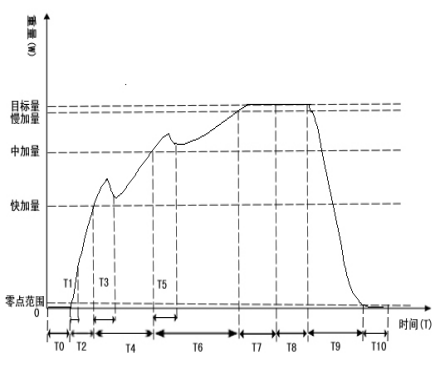
有斗秤自动包装过程
T0:加料延时,但连续配料时,有助于避开关门产生的信号波动。
T1:快速避冲力延时
T2:快加时间(中加滤波系数)
T3:中速避冲力延时,可以避开快加结束的冲力。
T4:中加时间(中加滤波系数)
T5:慢速彼此力延时,可以避开中加结束的冲力。
T6:慢加时间(慢加滤波系数)
T7:延时采样,可以避开慢加结束的冲力,使统计结果准确。
T8:到量延时卸料
T9:卸料时间,卸料到重量达到零点区域。
T10:延时关门,有助于卸料充分。
调试说明:
控制器在控制过程中,采用自适应的控制方式,是以控制器设定的加工参数为基值进行自动调节。在加工开始时,精度开始前几次误差可能较大(只要与落差值有关),但随后控制器会自动调节,达到设定的加工目标值。此时,效率会比正常降低。但随着加工次数变多,控制器会自动调节,达到最佳的速度和精度。达到最佳的速度和精度的时间长短,与快加和中加设定的值有关,和一般情况下,已默认加工参数可以很好加工。
加工过程参数的快加、中加、落差和避冲时间对不同的机器(即不同的卸料口)会有不同的设定值。改变机器,控制器默认的参数可能要进行一定范围的调整。为此,请打开设快加、中加提示画面。
1、在主界面按“加工配方”控件进入加工配方界面。
2、在加工配方界面按“加工避冲”控件进入加工避冲界面。
3、按“避冲监控”控件。
4、返回主界面,此时主界面会显示一黄色信息框。此就是避冲监控信息框。
打开避冲监控信息框后,可以按加工启动。此时避冲监控信息框会显示快加和慢加所用的避冲时间和判断时间。中加总时间=中加避冲时间+中加判断时间;慢加总时间=慢加避冲时间+慢加判断时间。如果信息框有提示“快加过大(小)”或“中加过大(小)”,可以人工改变快加或中加的设定值。
1、信息框有提示“快加过大”,可以手动设定快加值,设定值请在默认值为基础,减少0.2--0.4的设定,例如:原值为3.6,可设3.4或3.3。
2、信息框有提示“快加过小”,可以手动设定快加值,设定值请在默认值为基础,加多0.2--0.3的设定,例如:原值为3.6,可设3.9或4.0。
3、信息框有提示“慢加过大”,可以手动设定快加值,设定值请在默认值为基础,减少0.1--0.2的设定,例如:原值为0.6,可设0.4或0.5。
4、信息框有提示“慢加过小”,可以手动设定快加值,设定值请在默认值为基础,加多0.1--0.1的设定,例如:原值为0.6,可设0.7或0.8。
5、如果要更改“加工避冲”界面的时间参数,也请在默认值加或减0.1秒改动。
6、同种类型机器参数快加、中加、落差和“加工避冲”界面的时间参数调好后,请保存(可在参数备份和导入界面保存)。
7、调试好后,请关闭避冲监控信息框。
对于最终用户者,在主界面更改加工目标值,其它参数不用改变,就可满足加工要求。
注意事项:
1、加工目标过小时(根据不同的秤体),请不用快加功能。
2、每次重新开始加工时,控制器会自动调节落差值,故一般情况下,第一包物料误差会比较大。
3、刚开始加工时,速度可能慢点,但随加工次数变动,速度会变快,达到最佳状态。
4、加工过程加工参数的调节量系统不保存,所有每次重新加工或改变其他加工参数,调节量会清零,故每次重新加工,控制器会有一轮调节过程。
5、控制器在快加、中加和慢加过程,界面的无法操作。
6、在加工过程中,如果突然断电,重新来电控制器会继续工作,但为了保证加工精度,请清空称体,关闭自动控制,置零称体,再重新启动加工。
7、在秤体改变时,请把“自动落差”设为关闭,快加、中加和落差为手动调节。在调试。在料仓料供料不足,请把“自动落差”设为关闭,快加、中加和落差手动调节。把避冲监控打开,保证慢加判断时间在2秒左右。同时也在“加工避冲”界面设置“慢加判断时间”为2.00秒左右,或更大。
 ×
×



