

来源:网络转载更新时间:2021-06-30 17:18:10点击次数:3390次
随着水泥行业节能减排的需要,水泥企业对水泥包装机精度的要求越来越高,因为提高水泥袋重控制水平,减小袋重偏差会带来重大的经济效益。
1与回转式水泥包装机精度有关的几个常识
1)袋装水泥袋重的三个数值
目标值即设定值;显示值是仪表示值;实际值为电子秤的复检值。现实中目标值绝对等于实际值是不存在的。
2)回转式水泥包装机属于动态计量器具,影响动态计量的因素很多,不再只是电子称重仪表和传感器。
3)电子称重仪表(以下简称仪表)、称重传感器和秤架组成包装机计量称重系统;闸板、电动机及其组成机构是灌装计量的控制系统。
4)一般水泥袋需用时7~10s完成50kg的灌装,如按50000g/10s计算,则灌装速度为500g/100ms,或5g/ms。
5)电子称重仪表是包装机称重系统的核心部件,应符合GB/T7724—2008《电子称重仪表》标准要求,软件上应具备自动零位跟踪和掉袋自动清零功能。
6)精度指标要求符合JC/T818—2007《回转式水泥包装机》。
2影响回转式水泥包装机动态计量精度的主要因素
2.1速度因素
仪表检测到传感器转换的mV级信号,并判断是否到达目标设定值,发出程序指令控制外部电气元件动作,最终控制闸板机构和灌装电动机停止供料,这些过程控制执行需要一些时间,造成关断延时,使显示值和实际值大于目标值,俗称“过冲”。测试现阶段国内大部分普通水泥包装机发现:目标设定值一般设定为49.5kg,灌装后实际值最大约50.50kg。
因此水泥包装机在结构设计和器件选型上应尽可能选择执行速度快的,表1是两种不同结构的水泥包装机的对比数据。
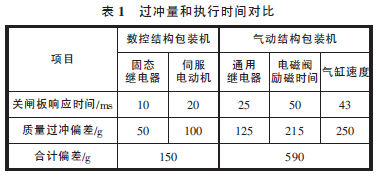
从表1中计算结果可得出:固态继电器控制伺服电动机直接拖动扇形闸板的形式比通用继电器控制气缸拉动直板型闸板的形式总共快118-30=88ms,质量过冲小(590-150=440g)。
至于仪表的A/D采样频率,CPU运行速度一般都在1~2ms及以下,基本上是可以忽略不计的。因此主要影响反应速度的是外部的执行元件和执行机构。
措施:如果发现袋重过冲大,则设定值应小些;如果过冲小,设定值大些。这个措施有效的前提是包装机出灰管处水泥流量恒定,才能够单纯靠加大或减少“过冲”,缓解精度偏差过大问题。
2.2流量因素
单位时间内,通过出灰管截面积的水泥质量就是灌装时水泥的流量。其他因素不变的前提下,包装机仓压、水泥的密度和叶轮对水泥流化程度不同对流量有明显影响:仓压和水泥密度大就会造成流量大。反之,流量小。包装机主机顶部大盖上都安装有检测仓内水泥高度的料位计,一般该高料位点距机仓顶部300~500mm,仓内水泥大约2t左右,但该项技术只能保证仓压维持在一定范围,不能解决水泥密度和叶轮对水泥流化时流量波动的影响。该因素与上述速度因素相辅相成,同时对精度造成影响。通过对国内大部分普通包装机测试,发现流量不稳造成的精度偏差可以达到±500g。
措施:采用粗细流二次灌装技术,可以减小流量不稳对计量造成的误差,简单说就是袋重接近目标值时,人为干预减少流量进行细流填料,即便流量不稳,也可以将偏差控制在很小的范围。经实践测试发现,在不影响产量前提下,细流灌装控制在袋重45kg时开始比较好。如果包装机闸板使用伺服电动机控制(或是伺服阀气缸),通过PID调节控制技术,从此点开始还能够实现袋重与闸板开度无级配合灌装,可以使偏差更小。
2.3掉袋时跌落水泥和出灰管残留水泥
灌装完毕的水泥袋卸到接包机上,国内大部分包装机还停留靠水泥袋的自重压迫出灰嘴落下掉袋的形式(出灰嘴以图1中A点为轴转动),出灰胶管被挤压回弹以及出灰嘴回位时会产生冲击振动,同时不可避免地漏出一些水泥来。另外,掉袋后,出灰胶管和出灰嘴中残留的水泥质量已经计入单袋袋重中了,但是这些水泥不一定落入水泥袋中,可能落到水泥袋外,还可能残留在出灰嘴和出灰胶管中。经测试,这两个部位可存留水泥约150g。
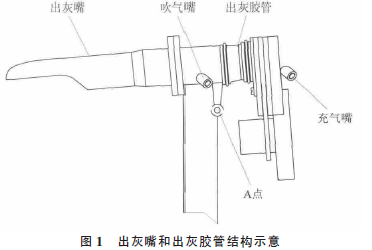
措施:活动出灰嘴改成固定出灰嘴,出灰胶管就不会受到挤压了,并将出灰嘴前端改成尖形,减少出灰嘴存灰量,配套的掉袋机构(靠袋子自重形式)改成主动推袋机构,模拟人工将水泥袋缓送到接包机上,振动小,一般使用气缸和伺服电动机都能完成此动作。但伺服电动机可以通过调节刚性度(速度位置增益参数)明显减缓机构的冲击和振动,减少掉袋振动引起的水泥溢出量,同时在闸板后端出灰胶管及出灰嘴增加充气装置,使掉袋前尽可能将出灰胶管和嘴中残留水泥吹入水泥袋中。
2.4闸板关闭不严和弹片调整不及时
闸板由于磨损或是卡到铁渣,会关不严,同时由于灌装电动机会因惯性继续带动叶轮的运转排出部分水泥,造成袋重超重。
使用弹片结构的秤架由于长期冲击振动影响,产生松动,造成称重波动大,重复性差,影响称重精度。
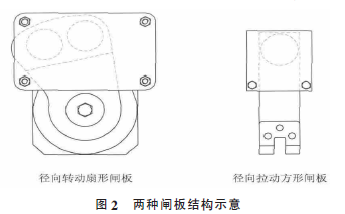
措施:利用振动筛筛除杂物,同时改变传统闸板结构及控制元件,采用大扭矩(310N·M)径向转动扇形闸板控制技术(见图2),能切断5~6mm铁质杂物,确保不出现闸板磨损和卡别等关不严的现象。
及时调整弹片,确保不卡、不别,连接螺丝紧固。或是结构上取消弹片机构,使用悬臂梁传感器直连型秤架(参见2.7节)。
2.5水泥编织袋质量差
水泥编织袋质量差会造成灌装过程中漏灰,使得袋重偏轻;当袋子跌落到接包机上时,或多或少的都会撒出一些水泥来。
措施:使用优质水泥编织袋。
2.6平稳性
通过测试水泥包装机发现:包装机运转过程中的平稳性对精度也有一定影响。
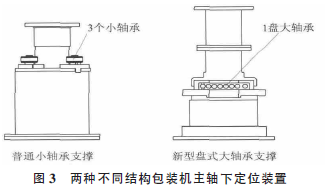
普通包装机旋转起来后由于回转主轴的摆动(主轴上下支撑不同心)造成包装机回转不平稳,产生振动,造成同一水泥袋重在不同旋转点质量不同,如每隔120°,测试发现显示误差最大为100g。
措施:包装机主轴设计使用上下两盘轴承结构(见图3);主轴在生产制作中提高加工等级;在安装时保证包装机主轴上下同心。
2.7离心力
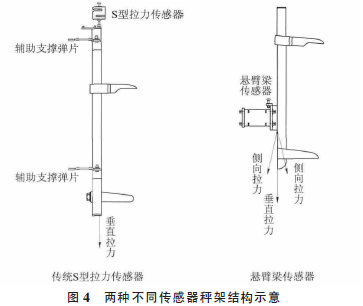
测试传统S型拉力传感器,包装机高速旋转到6~7r/min时,水泥袋质量显示偏小:旋转起来时显示50.00kg,包装机停下来,袋重显示50.15kg,最大差150g。旋转工作的回转式水泥包装机不可避免地造成秤架上的水泥袋对S型拉力传感器产生侧向力,而S型传感器只能线性地准确称量垂直于传感器方向的力,实践证明S型拉力传感器对侧向力的检测线性非常差。
措施:改用悬臂梁传感器(见图4),此种传感器可测量剪切力引起的侧向应力,输出信号不受测力点位置的影响,线性好、精度高,特别适合侧、斜压力和拉力,抗偏载(检测侧向力能力强),抗冲击,另外该种结构还能取消辅助支撑弹片。
2.8缺失检测秤及其闭环称重检测系统
国外先进的水泥生产线上都有检测秤这一生产工艺环节,掉袋后的水泥袋再经过检测秤重新称重,偏差过大的经破包机破碎循环。同时统计称重数据,判断袋重趋势,通过反馈控制水泥包装机仪表实时调节设定值,使水泥袋重曲线趋近于一条直线。而国内水泥企业在包装生产线上配套检测秤的寥寥无几。
个人对此环节的认识如下:检测秤反馈系统属于滞后分析判断,已经出现不合格或是偏差大的水泥袋了,才开始补偿;另外由于诸多因素还不能立即修改,如复检时袋重偏差过大,若是由于袋子漏灰造成的,立即修改下一袋灌装的设定值反而会造成偏差更大。只能是检测若干袋重之后,发现同一个嘴袋重出现同向偏差趋势时,才能适当修改,这需要一个合理的算法。需要注意的是在闭环控制系统中,袋重以检测秤为基准,但由于多个水泥包输送线上连接不规则性,目前国内外校正秤都没有自动除皮功能,因此生产过程中必须及时清理落灰,始终保持检测秤零点稳定。
所以说检测秤主要是能实时不断地分析袋重趋势,它对包装机的精度控制起到监视补充作用,关键是提高包装机本身的动态精度。
措施:适时增加检测秤及其控制系统。
3总结
上述对水泥包装机动态计量精度产生不利影响的因素中1~5项对精度的影响程度大些,因素6~8项影响程度小些,并且因素4和5项如果措施得当,维护到位是能减少和避免的。各水泥生产企业根据各自的情况,结合不同结构包装机的自身特点,综合考虑各方面因素,采取不同解决措施,及时维护、适当改造或是更换计量精度更高的回转式水泥包装机,以期获得更大的经济效益。
通过分析影响包装机精度的因素,唐山忠义公司于2011年研制开发了BHYW8S型数控回转式水泥包装机,该机综合采用上述多种有利措施:高速响应伺服技术实现速度快、过冲小;PID调节无级闸板灌装技术实现流量无级调控;大扭矩径向转动扇形闸板实现不卡、不堵、不漏;悬臂梁传感器秤架结构克服离心力影响;固定出灰管、出灰嘴及柔性推袋控制机构实现均衡落袋、减少对精度影响;主轴上下两盘大轴承定位实现包装机平稳旋转减少对精度的影响。
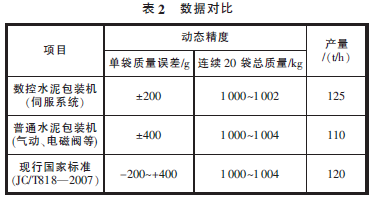
该款包装机于2013年12月在冀东水泥集团唐山丰润公司安装使用,运行稳定。通过水泥厂技术人员长期监测,发现该型水泥包装机各项性能指标均比以往有质的飞越:由于结构简单,使故障率比普通包装机下降50%;扬尘少,噪声小,工作环境明显改善。特别是动态精度比以往国内普通水泥包装机提升一个档次。具体数据对比见表2。
本文源于网络转载,如有侵权,请联系删除
 ×
×



