

来源:网络转载更新时间:2021-06-30 17:31:37点击次数:2988次
定量包装秤的性能优劣差别非常大。人们选购时,除了考虑功能、价格、品质外,计量精度和包装速度这两个性能指标也是关注的重点。高精度,高速度的定量包装秤可以满足企业更高的产能,同时减少多给量带来的原料浪费。所以如何提高定量包装秤的精度和速度,一直是衡器设计者研究的课题。笔者结合多年设计定量包装秤的经验,提出用软件方法优化定量包装秤精度与速度之间的关系。
计量精度与包装速度是相互制约的。计量精度的提高,通常要降低充填速度,特别是要减小慢加料的流速。反之,要想提高包装速度,通常是以牺牲计量精度来换取的。既要高精度又要高
速度,一般是以增加硬件成本为代价。比如,采用高速A/D转换芯片、三级加料机构或伺服无级加料机构等。本文探讨的是,在不增加硬件成本的基础上,如何通过软件控制方法,来提高定量包装秤的精度和速度。
定量包装秤的控制系统有两种模式。一种是称重仪表+PLC模式;另一种是嵌入程控器控制功能的称重仪表。不论采取哪种方式,下面几种软件功能的设计,对提高定量包装秤的速度及精度都有很大帮助。
一、采用复合式数字滤波方法
来自重量传感器的模拟信号经A/D转换成数字信号送微处理器,但由于定量包装秤工作环境比较复杂,各种干扰信号叠加在模拟信号上,造成A/D转换结果往往会偏离重量的真实值。因此,一次采样无法反映重量的真实值,必须连续进行多次采样,得到一组数据,然后对这组数据进行数字滤波,剔除误差,得到一个与重量真实
值相近的结果。
称重软件常用的数字滤波方法有:限幅滤波、平均滤波、滑动平均滤波、加权平均滤波等。在这些滤波方法中,选取样本数的大小直接影响重量信号的平滑度和灵敏性。样本数小,信号的平
滑效果差,静态时重量显示值会跳动,不稳定;样本数大,信号的灵敏度下降,对重量的变化趋势不敏感,反应滞后,在重量快速变化时,系统的实时性得不到保证。
对于定量包装秤的称重软件,人们希望在填
充物料时,要对重量变化反应灵敏、跟踪快速、实时性好,充填精度高。采用小样本数非常适合这种动态称重。而大样本数使得重量信号平滑,显示稳定,适合静态称重。
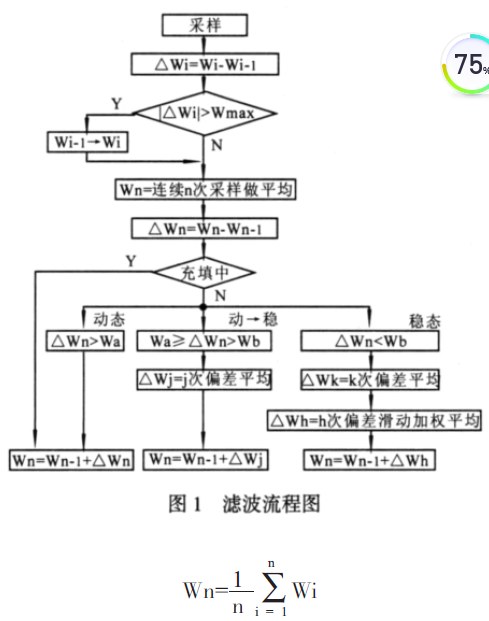
在称重软件中如果采用单一的数字滤波方法和一个固定的样本数很难兼顾动态实时性和静态稳定性的要求。为了解决动态与静态对滤波结果要求不同的矛盾。图1给出的是一种复合的滤波方法。它是将限幅滤波、平均滤波、加权平均滤波、滑动加权平均滤波相结合,并且在动态和静态时,采用不同的样本数,满足不同称重时期对滤波的要求。
1.对采样值的首次滤波:限幅滤波。
采用限幅滤波,主要是对采样值进行筛选,剔除因偶然因素引起的随机干扰和脉冲干扰。限幅滤波的关键是选取合适的门限值Wmax,也就是相邻两次采样值的最大差值。每次获得的采样值Wi和上次采样值Wi-1进行比较,如果变化幅度△Wi小于等于门限值Wmax,则本次采样值有效。如果变化幅度大于门限值Wmax,则认为是随机干扰脉冲,本次采样值无效并放弃,用上次采样值代替本次采样值。
│△Wi│≤WmaxWi 本次采样值有效
│△Wi│>Wmax Wi-1→Wi 用上次采样值代替本次采样值
△Wi=Wi-Wi-1
Wmax:相邻两次采样所允许的最大差值Wi:第i次采样值
Wi-1:第(i-1)次采样值
2.第二次滤波:n次平均滤波。
连续进行n次采样,用限幅滤波剔除异常值,得到一个数据序列。对这个数据序列采用平均滤波,得到滤波结果Wn。
采样次数n的大小可以根据A/D转换芯片的性能来确定,为便于微处理器运算,一般取4、8、16等的2的整数次幂。
3.第三次滤波:针对动态计量和静态计量的特性,采用不同的数据处理方法。
动态计量和静态计量对滤波结果要求是不同的,动态计量要求滤波时间短,动态实时性好;静态计量希望大样本多级滤波,能有效抑制系统静态计量希望大样本多级滤波,能有效抑制系统处理方法,很难使得动态、静态都获得理想的滤期波结果。为此在图1中,第二次滤波(平均滤波)完成后,将称重分为动态、动态到静态和静态三种状态。针对不同的称重状态分别采用不同的数据处理。
要实现这种滤波方法,先要正确划分三种称重状态。
包装秤的工作状态分为充填中与非充填中。
当包装秤处于充填中,为了满足动态实时性,必须快速跟踪重量信号的变化,及时给出控制加料
机构信号,以获取较高的计量精度。所以整个充填过程,不论重量变化大小,都属于动态范围。当包装秤处于非充填中,要根据相邻两次滤波差值△Wn(Wn-Wn-1)的大小,来确定属于何种称重状态。图1中Wa、Wb是两个预置的门限值。是划分非充填中的3种称重状态的关键参数。其值的选择直接影响整体滤波效果。
当△Wn>Wa时,系统处于快速加载或减载状
态,重量变动大,为了使显示快速跟踪重量信号的变化,采用同充填中一样的动态数据处理。
当Wa≥△Wn>Wb时,重量信号处于快速变化与缓慢变化之间,采用动态到静态的过渡数据处理,作为动态与静态之间的缓冲,使显示平滑地从快速变化到趋于稳定。避免动态时的显示滞后和静态时的显示不稳。
当△Wn
1)动态数据处理:第二次滤波结果Wn直接作为本次数据处理结果。即连续n次采样做平均。当采样速度一定时,系统的响应时间仅与采样次数n有关。
2)动态到静态数据处理:对第二次滤波结果,再进行第三次滤波。第三次滤波采用j次平均偏差滤波。
△Wj=(△Wn+△Wn+1+…△Wn+j)/j
Wn=Wn-1+△Wj
j为第三次平均偏差计算的样本数(动态到静态数据处理)。
由于在动态数据处理的基础上,又增加了一级滤波,信号的平滑度提高了,但系统响应特性下降。系统的响应时间不仅与采样次数n有关,还与第三次滤波样本数j有关。
3)静态数据处理:同样对第二次滤波的结果,再进行第三次滤波。第三次滤波同样采用平均偏差滤波,但选取的样本数k要大于动态到静态数据处理的样本数j。
△Wk=(△Wn+△Wn+1+…△Wn+k)/k
静态数据处理的第三次滤波得到的偏差值
△Wk,与之前的h次偏差值组成一个偏差序列:
△Wk、△Wk-1、△Wk-2、…、△Wk-h
对这个偏差序列再进行第四次滑动加权平均滤波,得到本次的偏差值△Wh。本次偏差值与上次的滤波结果相加得到本次的最终滤波结果。
Wn=Wn-1+△Wh
从上述三种滤波方法可以看出,动态时样本数小,滤波时间短,实时性最好。静态时样本数大,滤波时间长,增加的滑动加权平均滤波,使得信号平滑度更高,满足静态显示稳定的要求。这种对不同的称重状态采用有针对性的数字滤波,可以使得动态和静态都获得比较理想的滤波效果。
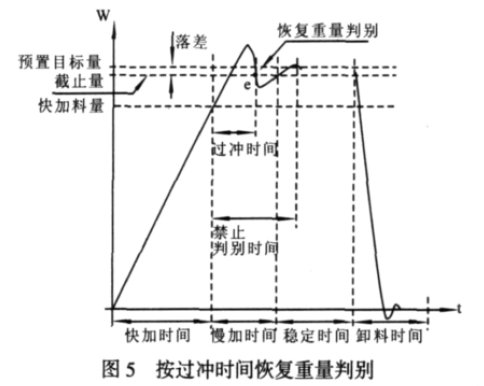
表1是以采样速度100次/秒、单纯平均滤波为例,说明选择不同的样本数,对滤波时间的影响。二、采用检测“虚假重量”的方法,抑制充填中的过冲充填中,当快加料流速比较大时,会出现快加料结束后,仪表显示的重量瞬间超过截止量(预置目标量-落差值),造成慢加料没动作,加料过程就结束了,但稳定后,实际重量并没有达到目标重量。这种现象称作过冲。

过冲现象的产生,与包装秤的加料机构有关。
包装秤常用的加料机构有:无级变速加料、快中慢3级加料、快慢2级加料。
伺服电机控制的无级变速加料方式,从快加到慢加,中间有一个自适应的变速加料的过度,整个加料过程快速平稳,几乎没有过冲,是一种非常理想的加料机构,但成本较高。
快中慢3级加料,在快慢加料中间,加入中加料做为缓冲,一定程度上缓解了快加料的冲击。其代价是增加一级加料机构,结构复杂的同时也增加了成本。
快慢2级加料,快加料的过冲问题最严重,计量精度和加料速度的矛盾也最突出。但由于其结构简单特别是成本优势,市场上很多包装秤,采用这种加料机构。
本文也是以快慢2级加料为例来探讨抑制过冲问题。
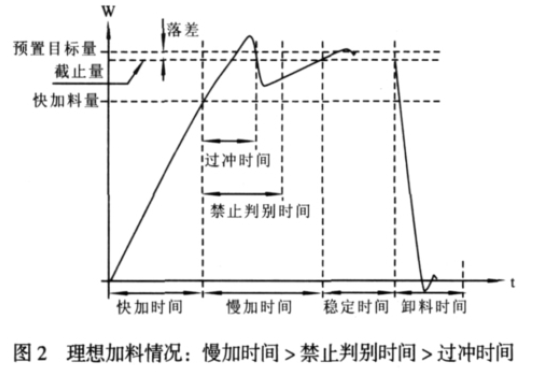
为解决过冲问题,称重软件通常的做法是在大加料结束时设置一个固定的时间参数——禁止判别时间。在这个时间内,不进行称重值与截止量(预置目标量-落差值)的比较,慢加料一直有效。禁止判别时间结束,恢复重量比较。禁止判别时间是一个可以通过面板设置的常数。对于充填流速稳定,过冲量变化范围不大的场合,禁止判别时间这个参数可以很好的抑制过冲。如图2所示。
然而实际加料情况并不完全符合图2所示的情况。对于快慢2级加料,快加料决定充填速度,慢加料保证充填精度。为了提高包装速度,希望快加料在最短时间内,能充填目标量的90%~95%的物料,越接近目标量越好。这样可以使慢加料获得比较充裕的时间,以较小的流量,填加剩余的5%~10%的物料,以满足充填精度的要
求。快加料的料流越大,对秤的冲击越大。在快慢加料切换的瞬间,快加料的过冲量也越大。并且由于受物料特性、料层压力、执行机构响应时间等因素的影响,快加料流速并不稳定,每次的过冲量和过冲时间是变化的。
下面是笔者调试种子小包装秤时遇到的过冲问题。
种子小包装秤:快慢2级加料、单秤速度10
包/分、目标重量2000g、充填精度1/1000。按称
重周期6秒计算,一个称重周期的时间分配大致如下:
快加时间 1.5秒
慢加时间 1.5~2秒
稳定时间 0.5~0.8秒
卸料时间 0.5~0.7秒
与包装机配合、回零等其它时间 1秒
为了保证6秒的称重周期,快加料料流必须足够大,才能保证在大约1.5秒内充填1800g~1900g(2000g的90%~95%)物料。每次快慢加料的切换,都会产生很大的过冲,并且过冲量的大小非常离散。虽然设置了禁止判别时间这个参数,仍然会发生下面两种现象。
现象1:当设置的禁止判别时间大于慢加料时间时,会出现如图3所示的情况。快加料结束时启动禁止判别时间,在禁止判别时间有效期间内,
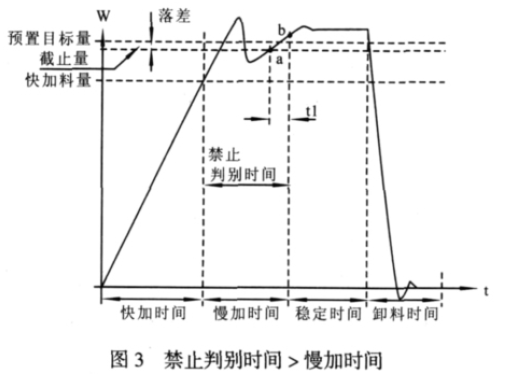
不判别重量,虽然重量已经达到截止重量a点,但由于禁止判别时间还没有达到,所以慢加料仍在加料,直到禁止判别时间结束,恢复重量比较,慢加料才停止,这时重量已经达到了b点,慢加料多加了t1时间,最终实际重量超过了预置目标量。实际观察仪表显示时给人的感觉是:仪表显示的重量已经达到或超过了截止量,可是小加料还在加料。等小加料停止,显示稳定后,实际重量会超过目标量很多。为了避免发生这种情况,必须减小禁止判别时间的设定值。但减小禁止判别时间的设定值后,又会发生现象2:过冲导致加料误停止。
现象2:当设置的禁止判别时间小于过冲时间时,会发生如图4所示的现象。
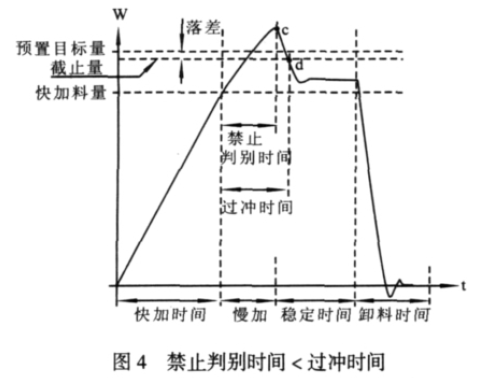
当设定的禁止判别时间结束时,过冲还没有结束,此时重量处于图4的c点,在c点恢复重量判别,由于c点的重量大于截止量,所以小加料被停止,加料过程结束。待过冲结束称量稳定后,实际重量低于预置目标量。虽然设置了禁止判别时间这个参数,但由于禁止判别时间小于实际的过冲时间,还是发生了过冲导致加料误停止现象。从上述两种现象说明,设定固定的禁止判别时间,可以抑制变化范围不大的过冲量。通过实际调整,使禁止判别时间大于过冲时间同时小于慢加料时间。对变化范围很大的过冲量,仍然会发生禁止判别时间没到,但截止量已经达到,导致称量超差;或者禁止判别时间已经结束,但过冲还没有结束,导致加料误停止,称量欠重。当包装秤速度调整到10包/分时,无论如何调整禁止判别时间,仍然不能彻底解决过冲问题。将包装秤速度降到8包/分时,过冲现象基本不再出现。
为了解决高速充填中过冲量离散性这个问题,笔者在设计种子小包装秤软件时,引入“虚假重量”这个参数。从快加料结束到如图5所示的e点(截止量),这期间的重量是快加料的过冲量,也是虚假重量,对应虚假重量的这段时间称为“过冲时间”。在快加料结束时,启动禁止判别时间的同时对重量值进行监测。将监测到的重量值与截止量进行比较。如果当前的重量值大于截止量,这个重量是快加料过冲的虚假重量。在虚假重量持续期间不对重量进行判别;如果监测到的重量值回落到截止量以下(图5中e点)时,说明过冲已经结束。此时立即解除禁止判别时间,及时恢复对重量的判别。也就是将恢复重量判别的时刻从图3的禁止判别时间结束的b点提前到了图5的e点。从而避免了称重超差。对于禁止判别时间的设定,只要大于最大的过冲时间。就能确保每次的过冲都能得到有效抑制。
这种按检测虚假重量抑制过冲的方法与常规的抑制过冲的方法相比,尽管禁止判别时间的起点是一样的,但结束点是不同的。常规的禁止判别时间是固定不变的,不管当前重量是多少,必须等到禁止判别时间结束才恢复重量判别,而这时很可能重量已经超过截止量了。而本文中的禁止判别时间是一个变量,它的大小是由过冲量来决定的。当虚假重量低于截止量,及时结束禁止判别时间并恢复对重量的判别。很好地解决了快加料料流过大引起的过冲和过冲量离散性的问题。
三、按剩余加料时间截止投料
称重软件控制加料,通常的做法是,称重控制系统定时采样重量数据并进行处理,处理后的重量值与截止量进行比较,当重量值≥截止量时,
结束投料。当重量值<截止量时,必须等待下一次数据处理结果。如果相邻两次数据处理结果重量变化较大,会直接影响计量精度。
在数字滤波方式一定的条件下,相邻两次重量变化量与采样速度成反比。采样速度越快,相邻两次重量变化量越小;反之采样速度越慢,相邻两次重量变化量越大,甚至超过允许的计量精度。下面分别以采样速度200次/秒、100次/秒、50次/秒和30次/秒为例,分析采样速度对计量精度的影响以及如何消除其影响,为论述方便起见,上下限和落差认为是零。
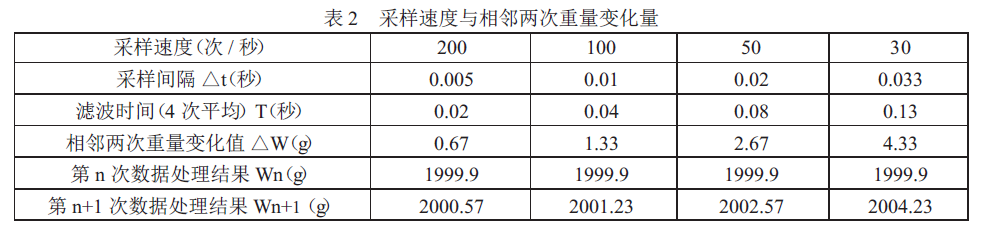
表2是在包装秤目标重量2000g、充填精度1/1000(±2g)、慢加料时间1.5秒、慢加料充填量50g、采用4次平均数据滤波的条件下,给出在慢加料期间,不同的采样速度所对应相邻两次重量变化量△W。
从表2可以看出,在数字滤波方式一定的条件下,采样速度越高,相邻两次重量变化量△W越小,反之采样速度越低,相邻两次重量变化量△W越大。
△W=(50×T)/1.5(慢加料充填重量50g,慢加料时间1.5秒)
表2是在极端情况下:第n次数据处理结果是1999.9g,没有达到2000g的截止量。必须等待下一次数据处理结果。对于采样速度50次/秒,第n+1次的数据处理结果是2002.57g,比目标量
大了2.57g。对于采样速度30次/秒,第n+1次的数据处理结果是2004.23g,比目标量大了4.23g。从理论上都已经超过了±2g的允许误差。对于采样速度200次/秒和100次/秒,第n+1次的数据处理结果分别比目标量大了0.57g和1.23g。在允许误差之内。
如果考虑到其它的系统误差,低于100次/秒的采样速度,是无法满足包装速度10包/分和计量精度1/1000要求的。
为了解决由采样间隔引入的计量误差,本文提出按剩余加料时间截止投料的控制方法,做到当检测重量等于截止量时,立即停止慢加料。
具体做法是:在慢加料期间,每次采样进行数据处理后,计算慢加料的加料速度和剩余重量,再根据二者求出剩余的加料时间。如果剩余的加
料时间大于数据处理间隔,那么等待下一次数据处理。如果剩余的加料时间小于数据处理间隔,不用等待下次数据处理结果,按剩余加料时间截止投料。
u=(Wn-Wn-1)/T
Wn:第n次数据处理结果
Wn-1:第n-1次数据处理结果
T:数据处理间隔
u:第n次的慢加料速度
t=W/u
t:剩余加料时间W:剩余重量
以采样速度30次/秒为例:
第n次的加料速度:u=(Wn-Wn-1)/T=4.
33/0.13=33.3g/s
剩余重量:W=2000-1999.9=0.1g(落差设为0)
剩余加料时间:t=W/u=0.1/33.3≈3ms
即第n次采样后,剩余的加料时间约为3ms,30次/秒的数据处理间隔为130ms,剩余加料时间小于数据处理间隔,所以慢加料再充填3ms
后,立即截止投料。从而消除了由于等待下次数据处理而引入的4.23g计量误差。
这种按剩余加料时间截止投料的软件处理方法,解决了由于采样速度带来的计量误差,特别是对于采样速度较慢的称重系统,计量精度会得到明显改善。
以上是笔者设计和调试包装秤过程中有关软件控制方法的一些体会。影响定量包装秤计量精度和包装速度的因素还有很多,例如结构设计(加料机构、秤体及卸料机构、传感器安装等)、物料特性、现场环境等。希望能与各位同仁共同探讨。
本文源于网络转载,如有侵权,请联系删除
 ×
×



