

来源:网络转载更新时间:2020-08-26 09:57:26点击次数:8046次
0前言
在调味品行业,食品调味料是以食用油与别的调味品复合型成酱状的半固体调味品,普遍应用复合型塑胶包装膜制作包装袋、包装成成袋商品;复合袋必须先密封制作包装袋,再将食品调味料根据灌装机引入袋里,最终再对包装袋密封[1];但在注料过程中经常会出现注料枪的漏油滴料状况,密封品质不稳定,导致商品霉变、消费者投诉。
因为给袋式自动包装机在中国发展比较晚,罐装包装复合调味酱料的立柱式制作包装袋包装机存有注料枪渗漏可操控性差,制作包装袋存有褶皱,密封工作压力、品质可操控性差等难题,长期性困惑着复合调味酱料制造业企业。历经改善的给袋式自动包装机,对注料枪的防渗漏密封性构造、材料,包装机的封合构造、网纹方式开展改进设计方案与运用,获得了非常好的运用实际效果。
1给袋式包装机原理
1.1给袋式包装机介绍
全自动进行对预制构件袋取袋、开袋、计量检定、罐装填充和密封一系列实际操作的包装机,通称给袋式自动包装机;关键由全自动供袋取袋设备、开袋设备、旋转运袋系统软件,计量检定罐装系统软件,密封设备,及其电气设备自动控制系统构成;设备关键传动系统选用传动链条加凸轮机构,服务器以分散化传动系统与主轴轴承集中化传动系统操纵主导,机械设备的內部配有自动编号、检验、全自动直流变频变速等设备,能依据公司的生产制造必须,自动调节速率,假如碰到一切常见故障或者不动袋、不送料等难题的情况下,给袋式包装机的自动识别作用都能自动识别到出现异常,并停止工作[2],以防产生安全生产事故或对包装商品导致消耗状况,合理地节约了公司的产品成本。
1.2给袋式包装机工作内容
如图所示1所显示给袋式自动包装机现有八个工序,较传统式的给袋式包装机提升了两个工序,提升的密封工序用以提升密封的抗压强度与改进密封品质。
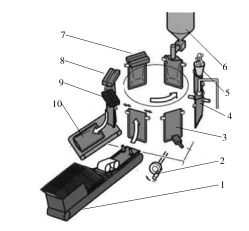
图1给袋式自动包装机工序平面图
1-供袋2-规格调整手柄3-印刷打码软件4-开袋5-酱汁罐装6-液體填充7-第一热密封8-第二热密封9-热封制冷成形10-商品輸出
图1中供袋(取袋、给袋)工序将预制构件的包装袋放在供袋运输设备上,根据给袋式包装机的供袋着力点开展取袋,随后喂送给转动运袋系统软件,根据2个机夹臂捏住包装袋上端的两边转动,一次供袋进行后服务器转动45°;抵达条码复印工序,主要是对包装袋开展时间等复印;姿势进行后再转动45°,先后抵达开袋工序,将包装封袋开启,酱汁罐装工序,将酱汁投灌进包装袋,液體填充,第一次热密封,第二次热密封,热密封制冷成形,最终由推袋组织将机夹臂上的夹袋拉开,商品由机夹上摆脱,落入商品输送皮带开展商品輸出。进行一个工作内容循环系统[3-4]。
1.3给袋式包装机运用
复合调味酱料包装的原材料属于半固体,由调味料、朝天椒、葱姜、食用盐等历经破碎成颗粒物,再与食用油等炮制产生的酱液化合物;依据口味规定各原材料配方的占比差别非常大,故酱汁中固液的占比差别也非常大,注料罐装时流通性也存有差别,对罐装注料枪规定较高;一般罐装包装酱汁选用的立柱式制作包装袋包装机(如图2),因为构造缘故,没法保证罐装注料枪不渗漏,且因为卷膜在制作包装袋的另外开展注料,辊子拉膜的另外制作包装袋,免不了出現密封褶皱;进而导致产品品质不稳定与渗油难题。
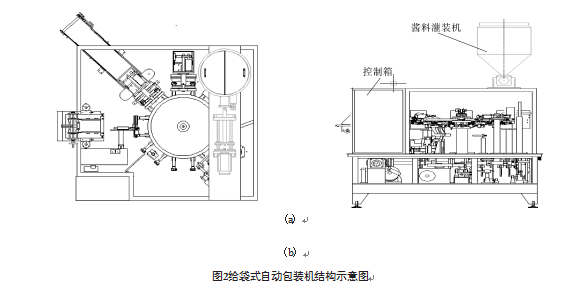
图2所显示,此次型号选择选用8工序给袋式全自动包装机(传统式的为6工序)。
该设备有设计方案两个注料填充工序,可完成酱液化合物罐装、酱液分离出来各自罐装,并改善为专用型注料枪,操纵罐装全过程中注料枪自身的渗油及注料枪底端的漏油滴料状况,使包装袋在密封前封袋环境整洁,确保密封时封袋不夹料、没有残渣;给袋式自动包装机选用预制构件袋包装,提升两个密封工序,一次热密封,一次热密封制冷,关键功效是对密封开展结构加固、成形,填补仅有一次热密封时如沒有封住就导致立即渗油、密封褶皱等状况。
2给袋式包装机改善
2.1注料枪构造
改善的注料枪构造如图所示3,关键由液压缸、注料枪身、密封性部件、入料管构成,注料枪身固定不动于包装机的传动系统构件上,与包装机注料工序开展连动;注料枪液压缸与操纵汽缸连接,罐装入料姿势与液压缸健身运动及注料工序转动姿势产生总体操纵与相互配合,而且各姿势的主要参数可单独可调式[5-6],进而精确操纵注料漏油滴料与计量检定的可靠性。
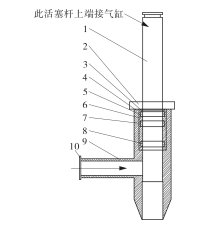
图3注料枪结构示意图
1-液压缸2-密封性销钉3-平面图密封性
枪罐装入包预制构件包装袋内;注料泵进行一次打料姿势后,注料枪活塞杆向下移动,如图16注料姿势平面图(b),液压缸将注料枪身下端原材料所有送入包装袋内,并封死入料支管,为了更好地避免液压缸下方粘料,可依据必须在液压缸正中间打孔,上方进气口,一直吹向最下方,将液压缸下方粘的原材料刮走,进而使注料枪不漏油滴料;为了更好地避免液压缸与注料枪身中间粘料,而挂在注料枪最下方,包装袋走过时环境污染到封袋,设计方案注料液压缸向移位运一定间距,但不可以超出入料支管(确保入料口是封死的),如图16注料枪注料姿势平面图(c)。罐装注料进行一次动后注料枪下方是多出一段的,等候下一次姿势时液压缸再往上挪动到图4(a)情况。
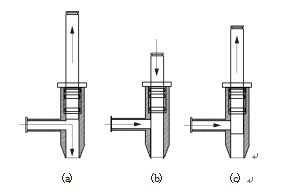
图4注料枪注料姿势平面图
2.2 注料枪姿势过程管理
图3注料枪结构示意图是生产制造静止不动时的情况,当服务器操纵传出注料数据信号时,如图4(a)注料枪液压缸在汽缸推动下,往上挪动,使注料枪体开料与入料管产生安全通道,注料泵姿势,原材料根据注料
封刀选用平面图无纹封合构造,2块封刀压合热封后产生包装袋口封合隔绝线,依据不一样的包装材料溫度规定及封合时密封排气管规定,可在热封刀表面设计方案安裝特氟龙胶带,使密封更为美观大方并确保封合抗压强度;冷封刀选用细棋盘纹冷压成形,使密封产生清楚封合纹理,另外对封合抗压强度开展结构加固[11]。热封刀的两个热封块选用单独的加温与温度控制,使加温与温度控制更为精确,确保了密封品质[12-14]。
2.3密封性构造与材料
注料枪的密封性、液压缸的密封性,液压缸与注料枪体空隙加工精度确保低于0.02mm,液压缸选用多道径向密封性;采用YX型轴用密封环,并将密封环安裝在聚四氟乙烯导向性密封性体上,液压缸在聚四氟乙烯导向性密封性精准定位中做反复运动,合理维护密封环并确保密封性实际效果。密封性材料采用耐热、对动物与植物油有较强抵抗能力的氟素硅胶密封圈[7-10]。
2.4密封设备
给袋式自动包装机采用8工序,在其中有3个工序是密封设备,2次热密封,1次冷挤压密封成形,热4-注料枪身5-密封性16-四氟导向性密封性7-密封性28-密封性39-入料管10-入料管联接法兰盘
3运用实际效果
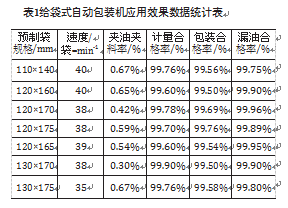
给袋式自动包装机在复合调味酱料包装中的运用实际效果是根据生产制造开展认证,实验不一样的包装规格型号、生产制造速率、包装原材料状况下,统计分析夹油夹料率、计量检定达标率、包装达标率、渗油达标率,并且全是在包装机持续一切正常生产制造工作中后,最少持续当场抽样三十分钟,立即当场搜集相对数据信息。在其中漏油达标率包含对搜集试品库存积压两天之上,出現的商品渗油状况。数据统计如表1所显示。
4结语
文中在总结生产制造工作经验改善的基本上,论述了机器设备工序型号选择、注料枪构造、姿势过程管理、密封构造与材料、及其密封设备的改善,运用改善后的全套机器设备,我厂已取得成功将产品品质提高来到一个新的水准,大幅度减少了销售市场商品渗油的举报,造成了巨大的经济收益。
文章来源于网络转载,侵删
 ×
×



