

来源:网络转载更新时间:2020-08-26 09:35:43点击次数:3476次
1简述
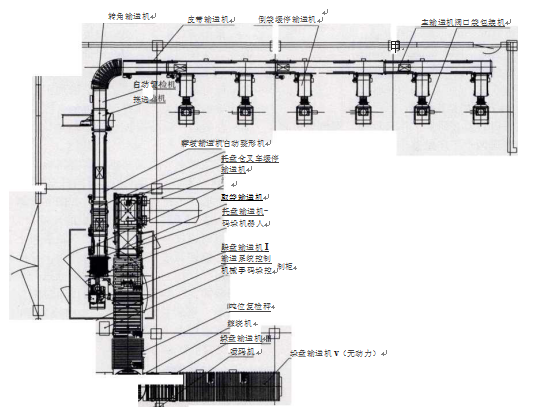
现阶段中国化工厂、药业等行业,颗粒料的包裝多釆用单机版包裝,工作强度大,工作中时由人力上袋,随后全自动计量检定,人力卸袋,环境污染也非常比较严重,职工每日在尘雾萦绕中工作中,烟尘立即伤害职工的身心健康,而中国的全自动称重包装码垛生产线大部分为敞袋子的包裝,都还没全自动称重包装码垛生产线运用于超微粉料(如钛白粉)的阀口袋的包裝;另外因为包裝当场室内空间标准限定等的特别要求,目前的阀口袋全自动包装机、倒袋机、皮带输送机装上坡皮带输送机、整形美容机、爬取皮带输送机、缓停皮带输送机、爬取智能机器人、托盘皮带输送机、垛盘仓、吨数复查秤、垛盘皮带输送机、线上缠绕机、打标机、垛盘拐角皮带输送机、无驱动力垛盘皮带输送机和自动控制系统等一部分构成,如图2-1所显示。
2生产流水线的构成及生产流程
2.1生产流水线的构成
该生产流水线关键由阀口袋全自动包装机、倒袋机、皮I带输送机、拐弯皮带输送机、净重复查秤、挑拣机、原材料的料袋送到倒袋机里;工作中时以满袋每袋25kg封袋,料袋经倒袋皮带输送机后由站立运输被水准放倒,转为90。后进到主带式输送机;主皮带输送机历经拐弯皮带输送机后进到全自动复查机开展净重复查,净重不过关的料袋被挑拣机去除,达标的料袋再次运输,进到上坡皮带输送机;在上坡皮带输送机上开展线上全自动条码,随后料袋进到全自动整形美容机;经全自动整形美容机铺平整形美容后,料袋经缓停皮带输送机运输至取袋皮带输送机等候机器人码垛。
2.2生产流程
工作中时人力将包装袋子套在阀口袋全自动包装机上,原材料靠作用力从料斗进到阀口袋称重包装机,由螺旋式运输设备将原材料运输至阀口袋全自动开展计量检定、包裝;计量检定完毕由阀口袋全自动包装机推袋设备将装好
置不可以考虑生产制造规定,因此大家研发出了该粉体设备阀口袋全自动称重包装码垛生产线。本生产流水线可六个(或好几个)工序另外包裝,选用电气检测电源开关开展逻辑性操纵,避免料袋运输全过程中的干预,完成自动式包裝堆垛。
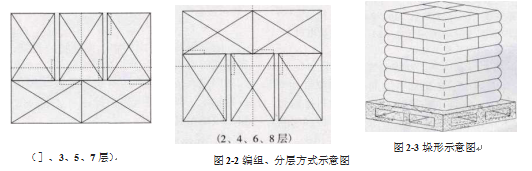
拖盘提供选用电动叉车将拖盘置放在拖盘仓内,拖盘仓将拖盘释放出来到拖盘皮带输送机上,拖盘皮带输送机将拖盘运输至堆垛位垛盘皮带输送机上。码垛搬运机器人从取袋皮带输送机上爬取料袋,按预订组队方法转位(封袋朝里,2+3、3+2组队,如图2-2所显示)后,置放停到堆垛垛盘皮带输送机I上的拖盘上,直到码完一
垛八层才行(垛形如图2-3所显示)。垛盘由堆垛位垛盘皮带输送机I送出去,经垛盘皮带输送机H,运输至吨数复查秤开展吨数复查,复查后进到线上缠绕机开展线上盘绕,盘绕完毕后料袋运输至垛盘皮带输送机在垛盘皮带输送机m上开展条码,条码后进到垛盘皮带输送机IV、无驱动力垛盘皮带输送机V上,由电动叉车退出进库。
3关键性能参数
秤重范畴:2(^时袋~25义8/袋;
秤重速率:]袋/min~2袋/min;
秤重精密度:±0.2%~0.4%;
工作方式:人力套服,全自动计量检定。
4生产流水线的结构特点
在阀口袋包裝堆垛工作内容中,阀口袋包裝和倒袋运输2个工艺流程是全部生产流水线较为关键的阶段,文中对于此事做以下关键阐述。
4.1阀口袋全自动包装机
推袋方式选用送料汽缸立即推动推料板并加震动源震动的方法推袋,同过去的翻袋方式对比降低了烟尘环境污染,提升了成袋的建筑容积率。
该设备关键由送料板、送料汽缸、服务平台、震动源、进料口、螺旋运输机、螺旋式运输电动机、支撑架和底座等一部分构成。送料汽缸一端联接送料板,另一端固定不动在底座上,震动源固定不动在服务平台下边,服务平台固定不动在支撑架上,如图4-1所显示。
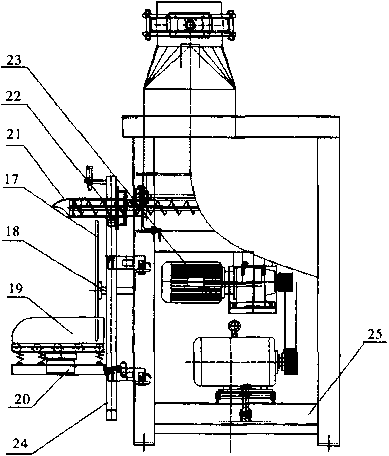
17-送料板18-送料汽缸19-服务平台20-震动源21-岀料口22-螺旋运输机23-螺旋式运输电动机24-支撑架25-底座
图4-1阀口袋全自动包装机推袋设备平面图
工作中时螺旋运输机投料的另外震动源推动服务平台也在震动,确保了封袋的建筑容积率,投料推料板和服务平台釆用不锈钢板304材质,避免推料板和服务平台与原材料触碰锈蚀。
4.2倒袋皮带输送机
选用了导向性杆、调节斜柱、导向性辗筒、导向性双翘板、联接斜柱等构造,确保了全自动包装机消息推送回来的料袋完成软性倒袋,避免烟尘外溢,且倒袋部位精确靠谱。在带式输送机上提升了可调整高宽比及部位的转为辗,根据调整辐的高宽比及前后左右的间距,使料袋精确的转动90。后运输,合理避免料袋运输全过程中造成歪袋、夹袋状况。
该设备关键由皮带输送机、调节斜柱、导向性辐双翘板、导向性辐筒、联接斜柱、导向性杆支撑、导向性杆、倒袋机运输电动机等一部分构成,如图16-2所显示。调节斜柱安裝于皮带输送机上,斜柱的视角能够调整。导向性相筒根据导向性辗双翘板固定不动在皮带输送机上,导向性視筒的部位根据导向性双翘板开展调节。导向性杆固定不动在导向性杆支撑上,高宽比可根据地脚螺栓开展调节。联接斜柱固定不动在皮带输送机上,方向可根据地脚螺栓拧紧开展调整。该设备结构紧凑,导向性杆、导向性辐筒、导向性斜柱均选用金属材质,健康安全,清除便捷,倒袋部位精确靠谱。
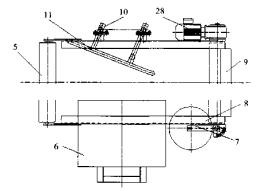
5-输送机6-调整斜板7-导向辐滑板8-导向根筒9-连接斜板10-导向杆支柱11-导向杆28-倒袋机输送电机
图4-2倒袋皮带输送机设备平面图
倒袋辐筒关键由转辐、支撑点轴、透盖、圆垫、固定支架等一部分构成,如图16-3所显示。转辐根据支撑点轴固定不动在固定支架上,转辐为不锈钢的焊接件,內部有滚动轴承,外表层打磨抛光,确保料袋根据时旋转轻松,畅顺无摩擦阻力。
5结语
该阀口袋全自动称重包装码垛生产线于2010年设计方案生产制造完成,
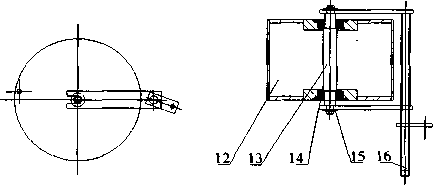
12-转辗13-支撑点轴14-透盖15-圆垫16-固定支架图16-3倒袋根筒平面图
经调节后各类性能指标均做到设计方案规定,设计方案有效、工艺简易、结构紧凑、自动化技术水平高,现阶段已一切正常运作2年多,遭受客户五星好评。本阀口袋全自动称重包装码垛生产线的研发弥补了中国阀口袋包裝码垛生产线的空缺,可合理地避免环境污染,改进办公环境,缓解了职工的劳动效率,极大地提高了包裝高效率和品质。
文章来源于网络转载,侵删
 ×
×



