

来源:网络转载更新时间:2020-08-18 11:35:02点击次数:3675次
0前言
卷烟包装时YB95条外透明纸包装机的外透 明纸展开切割及输送部分原机采用机械式传动的 工作原理。其中透明纸的展开部分主要由扇形送 纸滚轮(见图1)将透明纸压紧在橡胶辗轮上,旋 转时靠压紧产生的摩擦力将透明纸进行轧送,这 种设计使切纸时有适当的停顿间隙,但同时也有 一定的缺陷。当橡胶滚轮工作了一定时间后,不 可避免地会产生磨损,而且四个橡胶滚轮磨损程 度又不一致,这就使得透明纸在输送过程中产生 起皱,歪斜等弊病,包装出来的条包出现热封位置 不当,包的太松,透明纸裹包时歪斜等一系列故 障。止退滚经过一段时间的运行,滚轮上的橡胶 产生磨损,与之对应的压纸块产生间隙,摩擦力减 小,使透明纸在正常运行时发生脱落现象,造成停 机等故障。
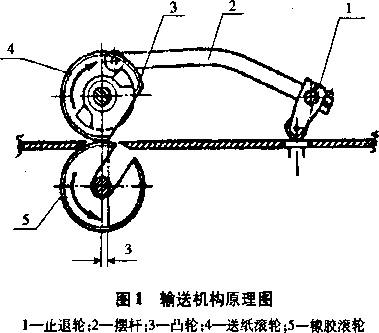
另外,当硬包外形尺寸发生变化时,由于送纸 滚轮的独特设计,这就使得为满足硬条尺寸所需 长度而相应改动送纸滚轮的圆弧长,止退滚的放 纸,压纸时间,U型刀的切割位置等部位,操作起 来比较繁琐,而且机车开动起来后也不一定能一 步到位,还得反复调整。
由于传动原理及结构的原因,透明纸在展开 切割、输送过程中容易产生纸偏移和长度变化等 现象,直接导致包装后的透明纸封口跑动、拉线错 位等质量缺陷。该部位的稳定性仍然是影响设备 有效运行和质量保证的主要原因。
针对原系统传动的缺陷,采用了交流伺服控 制,从而实现提高系统整体的稳定性,减少设备的 故障率,以及操作维修更加简单化。
1交流伺服控制的基本原理
目前,基于稀土永磁体的交流永磁伺服驱动 系统,能提供最高水平的动态响应和扭矩密度。 在包装生产线的发展中,控制与集成产品/技术发 挥着越来越重要的作用。为了实现更高速、更柔 性化的生产目标,传统上由机械部件完成的功能 现在越来越多的是由伺服系统来实现。
交流伺服系统'主要由无刷电机、伺服驱动器 等部分组成,伺服驱动器与伺服电机一起构成具 有自动控制调节功能的执行单元,定位精确,且具 有高转矩特性和同步跟踪性能。交流伺服系统是 一个多闭环控制系统,一般都包括相位控制、电流 控制、速度控制三个闭环⑴,输出釆用脉宽调制 (PWM)方式,控制IGBT元件驱动电机,系统框图如图2所示。伺服驱动系统采用速度环和位置环 嵌套的闭环控制,每个环路由伺服系统的伺服控 制器自己进行控制,并利用数字量和数学模型保 证控制系统的精度。
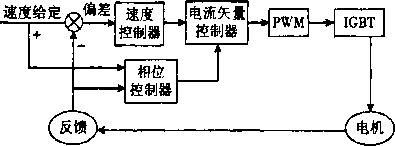
图2交流伺服控制系统框图
2改进YB95条外透明纸包装机透明纸输送部分
具体改造方案如下:
3工作原理
(1)当GD包装机组系统启动,DC24 V送给 伺服控制器控制端电源时(见图3),此伺服控制 系统才能开始工作。先将透明纸手动输送到螺旋 胶轮下,关闭压纸轮开关,压住透明纸(压纸轮开 关控制气缸的通断气,以完成压纸轮的压下和抬 起动作),使得传感器SP1检测到压纸轮到位检测 片。按下操作面板的外包材料脱机/联机控制按 钮3S525,将透明纸输送系统与主传动脱开,盘动 . 222 .
手盘轮直至切成等长的透明纸,再盘一个周期即 到达透明纸旋转切刀刚切纸时的位置,让旋转凸 轮检测到初始相位传感器SP2,这是调整走纸的起 始位置,这个相位比较重要。打开3S525,与主传 动联机,以上是此伺服控制系统工作的外部必要 条件,通过控制器的可编程功能实现。
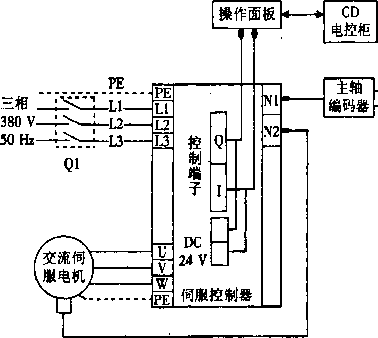
S3电汽控制系统原理图
4改进后的效果
系统改进后的效果如下:
(1)高可靠性。系统采用原装永磁交流无刷, 电机,该电机为电子换向,工作可靠性高可维护 性好,克服了改造前对四个扇形轮的繁琐调整,减 少了维修工作量,提高设备的有效作业率。速度 环和位置环的双闭环的嵌套控制使系统运行更加 稳定,减少了透明纸搭口跑动、拉线错位等质量缺 陷的发生,提高了产品的质量。
(2)操作简单。采用气缸直接控制螺旋胶轮 的抬起和压下,使手动操作更加简单化。透明纸 长度的改变可以通过伺服控制器的Twin Line调 试软件直接进行参数设置来实现。
(3)完善的保护功能。系统具有自诊断、过 流、过压、过载、堵转、超速、连线错误等完善的系 统实时保护功能,最大限度地降低了系统损坏的 可能性。
文章来源于网络转载,侵删
 ×
×



