

来源:网络转载更新时间:2020-08-18 11:41:44点击次数:3367次
0引言
柠条是豆科锦鸡儿属植物的俗称,为多年生落叶灌木⑴。柠条除可用于防风固沙和保持水土外,还可作为良好的饲料、燃料、纤维板、造纸及保健品的原料⑵。柠条作为良好的饲用植物,不仅可加工成柠条草粉与其他饲料配合成全日粮饲料,而且还可压制成颗粒饲料,从而大大提高柠条饲料利用率和消化率。
国家863项目“柠条饲料智能收获、制粒装备开发”(项目编号:2012AA10A509E3)课题的主要目的是研究饲料新原料柠条在采收、加工过程中智能化装备技术,开发具有自主知识产权的新型饲料智能收获和精益制备应用技术与装备,提供全面的智能化饲料产业链加工装备应用方案。根据此项目研究开发了柠条颗粒饲料包装机。
柠条颗粒饲料包装机作为柠条颗粒饲料生产工艺中最主要的设备之一,它的性能优劣直接影响柠条颗粒饲料的生产产量和包装精度,因此研究设计柠条颗粒饲料包装机控制系统成为项目重点解决的问题之一。本文主要介绍了柠条颗粒饲料包装机控制系统设计方案的理论依据和设计思想,论述了可编程控制器(PLC)、称质量显示控制器(PT650D)和各种电磁阀在柠条颗粒饲料包装机控制系统中的应用以及可编程控制器(PLC)软件设计。
1系统框图及工作原理
1.1系统框图
柠条颗粒饲料包装机控制系统主要是基于可编程控制器(PLC)、称质量显示控制器(PT650D)和各种传感器以及电磁阀开发的,控制系统原理框图如图1所示。
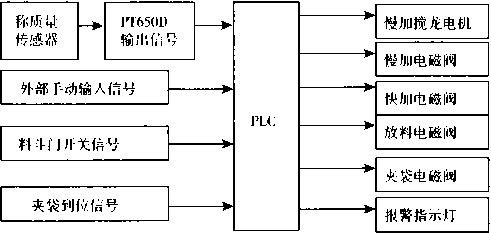
图1控制系统原理
Fig.1Principleofcontrolsystem
1.2工作原理
柠条颗粒饲料包装机主要由加料装置、称量斗装置、夹袋装置和控制柜等组成。加料装置包括快加料和慢加料两部分,快加料釆用自流式,慢加料采用搅龙输送,开关门都釆用气动控制;控制系统分为自动、手动两种工作模式。
自动运行时,首先打开电源开关,等PLC、PT650D得电后,进行PT650D仪表的工作参数以及超差值、目标值、快加值和放料完毕范围“0”范围值的设置,所有参数设置完成后,就可以开始包装。
把“停止/工作”旋钮旋转到“工作”位置以及料斗门关闭到位时,PLC输出信号控制快加料气动门和慢加料气动门打开以及慢加料搅龙开始工作,同时进行加料。等达到快加值时,PLC输出信号控制快加料气动门关闭,等达到目标值时,PLC输出信号控制慢加料气动门关闭以及慢加料搅龙停止工作,加料完成。加料过程中,可以把包装袋夹到夹袋装置上,当加料完成以及PLC采集到包装袋夹袋到位信号后,PLC输出信号打开称量斗门进行放料,达到放料完毕范围“0”范围值时关闭称量斗门,放料完成。PLC采集到称量斗门关闭到位信号时,会输出信号控制夹袋装置松袋,这一袋包装过程完成,同时进行下一个循环。当包装结束时,把“停止/工作”旋钮旋转到“停止”位置,然后关闭电源开关。
加料完成时,如果称量斗的柠条颗粒饲料质量超过超差值,PT650D仪表会输出信号,PLC采集到信号后,输出信号控制报警指示灯亮,提醒操作人员对这一批料进行处理。为了避免设备损坏,保护人员的安全,在包装过程中如果出现故障,按下紧急停止按钮,包装过程会全部中断。
手动工作时,可以单独操作手动快加旋钮、手动慢加旋钮、手动放料旋钮、手动夹袋按钮和手动松袋按钮进行快加料、慢加料、放料、夹袋以及松袋操作,满足了调试、检修的需要。
2硬件系统设计
2.1可编程控制器
根据柠条颗粒饲料包装机控制系统整体设计的功能要求,从经济性、可靠性等方面考虑,选用西门子公司的S7-200CN系列的CPU224CN作为主机,主要技术参数:电源85-264VAC,程序存储器8kB,数字量输入14输入,数字量输出10输出,布尔量运算执行时间0.22”,通信接口RS485":。
控制系统中,各种按钮、旋钮、接近开关及PT650D称质量仪表的光耦输出作为PLC的输入设备,所有输入量都属于数字量,共13个数字输入量,输入量地址分配见表1。气动电磁阀、中间继电器、指示灯作为PLC的输出设备,共6个继电器输出,输出量地址分配见表2。
表1输入量地址分配
Tab.1Inputaddressassignment
|
序号 |
地址编号 |
输入信号 |
|
1 |
10.0 |
PT650D智能称质量仪表光耦输岀的HH端 |
|
2 |
10.1 |
PT650D智能称质量仪表光耦输岀的HI端 |
|
3 |
10.2 |
PT650D智能称质量仪表光耦输出的L0端 |
|
4 |
10.3 |
PT650D智能称质量仪表光耦输出的LL端 |
|
5 |
10.4 |
停止/工作旋钮SA0.4 |
|
6 |
10.5 |
手动夹袋按钮SB0.5 |
|
7 |
10.6 |
手动松袋按钮SB0.6 |
|
8 |
10.7 |
手动快加旋钮SA0.7 |
|
9 |
11.0 |
手动慢加旋钮SA1.0 |
|
10 |
11.1 |
手动放料旋钮SAI.1 |
|
11 |
11.2 |
料斗门关闭到位开关信号SQ1.2 |
|
12 |
11.3 |
包装袋夹到位开关信号SQ1.3 |
|
13 |
11.4 |
紧急停止按钮SA1.4 |
|
|
|
表2输出畳地址分配 |
|
|
Tab.2Outputaddressassignment |
|
|
序号 |
地址编号 |
• 输入信号 |
|
1 |
Q0.0 |
慢加料搅龙中间继电器KAQ0.0 |
|
2 |
Q0.1 |
慢加料电磁阀YVQ0.1 |
|
3 |
Q0.2 |
快加料电磁阀YVQ0.2 |
|
4 |
Q0.3 |
放料电磁阀YVQ0.3 |
|
5 |
Q0.4 |
夹袋松袋电磁阀YVQ0.4 |
|
6 |
Q0.5 |
报警指示灯HLQ0.5 |
根据控制系统的功能要求以及输入输出地址的分配,设计出柠条颗粒饲料包装机控制系统PLC硬件接线图见图2。
 24V
24V
Q1L0.00.10.20.32L0.40.50.63L0.71.01.1NL1AC
PLCCPU224CNAC/DC/R
IIM0.00.10.20.30.40.50.60.72M1.01.11.21.31.41.5ML+
一申中申申申中中甲甲甲甲申一申单甲④$®
24V
HHHILDIXAESR鸟AA\\A
图2PLC硬件接线图
Fig.2WiringdiagramofPLChardware
2.2称质量显示控制器
称质量显示控制器选用珠海志美电子有限公司生产的PT650D型仪表,它是一种多用途称质量显示器。主要技术参数:电源为交流220V±10%,显示范围500-100000,传感器输入电压直流10V±5%,非线性误差小于满刻度的0.005%,采样方法Delta-sigma方法,采样速率200次/s,内部分辨率16000000,通信接口RS232或RS485,控制输岀4位光耦输出⑷。
2.3传感器和执行元件
称质量传感器选用济南金钟电子衡器股份有限公
司的B-xcn型称质量传感器,主要技术参数:额定载荷150kg,精度等级C3,最大分度数3000,灵敏度1.98860mV/V,绝缘电阻5000MQ。
接近开关选用OMRON公司E2E系列直流3线式接近开关,采集的信号直接输入到可编程控制器的数字量输入模块。
执行元件气动电磁阀选用亚德客的五口二位气动电磁阀。
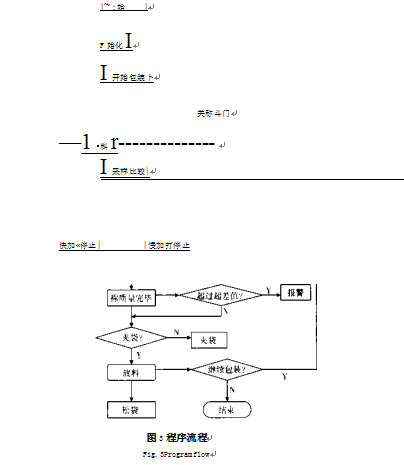
3软件系统设计
根据柠条颗粒饲料包装机的要求,结合PLC的地址分配,以及硬件部分的设计情况,采用西门子STEP7-Micro/WIN软件进行软件程序的编写⑴。PLC程序流程如图3所示。
4结束语
该包装机在柠条颗粒饲料生产线上进行测试,以40kg/袋计算,精度在士0.2%范围内(小于国家标准规定的准确度0.5级要求),出料速度4.5包/min,产量达到10.8t/h,能够满足10t/h柠条颗粒饲料生产线的要求。
柠条颗粒饲料包装机控制系统,自动化程度高,计量精确,结构简单,操作方便,具有良好的可靠性和稳定性,可以大大提高生产效率。该系统也可用于其他流动性较好物料的定量称质量和自动包装。
文章来源于网络转载,侵删
 ×
×



