

来源:网络转载更新时间:2020-08-18 10:56:24点击次数:4215次
针对多功能茶叶包装机存在包装封口不严、外观褶皱、材料烧穿等包装质量问题,采用西门子S7-1200CPU和TIAPortal开发茶叶包装机的控制系统,设计基于模糊PID的包装机热封温度控制方案。介绍了多功能茶叶包装机工作原理、控制系统硬件选型和通讯网络配置,并在TIAPortalV13环境下进行包装机控制系统硬件组态和利用OPC技术实现模糊PID控制算法,完成控制系的人机交互界面设计。该系统温度控制波动为±1.8笆,精度在1.5%以内,包装袋封口强度达标、外观平整。应用表明,该多功能茶叶包装机系统运行稳定、成品率高。
关键词:TIAPortal;茶叶包装机;S7-1200;温度控制;模糊PID;OPC
随着社会发展和国民经济指数的提升,品茶人数逐渐增高,茶叶需求量不断攀升,并且小克重、精品化、多样化包装成为茶叶生产行业的主流趋势。因此,提高茶叶包装质量和包装效率尤为重要。多功能茶叶包装机是在一台包装设备上能够完成多个以上的茶叶包装工序的设备,其能够同时实现茶叶包装过程中制袋、称量、充填、封口和切断的工序[1~2]o包装封口是茶叶包装过程核心工段之一,封口质量将影响茶叶的包装质量、储存时间、销售状况。由于热封装置温度的升/降速率大和热量传递惯性大的特性,加之外界干扰因素和执行器电压波动影响,使温度控制系统具有非线性和时滞性,利用传统PID控制经常出现包装材料烧穿和过度收缩、物料泄露、封口不严、封口不牢固的现象,降低了茶叶包装效率和包装成品的合格率TIAPortal是西门子推出的全集成的工业自动化软件,可以完成高效灵活的项目组态、网络搭建、程序编写、在线诊断、远程操作及故障报警,其与传统的WinCC+Step7方法相比无需花费大量时间完成软件集成,明显节约时间,提高工作效率,是未来工业自动化的发展方向为解决上述问题,本研究构建由S7-1200PLC,PCStation,TCP7062Ti触摸屏的TIAPortal的多功能茶叶包装机控制系统,设计模糊PID包装机热封装置温度控制程序,以期提高茶叶包装机的自动化程度和包装质量。
1多功能茶叶包装机结构设计及工作原理
多功能茶叶包装机结构见图1,主要包括横封装置、包材送料装置、纵封装置、翻领成型器、包装薄膜、称重装置及定位装置等⑴。本研究对多功能茶叶包装机进行以下几方面优化改进:①将横封装置与切断机构组合在一起,既可以减小整机尺寸也能缩短工作周期;②横封装置使用独立电机驱动,纵封装置运用气缸驱动,便于协调和控制各执行机构间的速度保持一致或匹配,避免因速度不匹配而造成封口褶皱的问题,还能简化传动链、减小设计的复杂性和制造成本;③导料器下方增设导料管至横封装置上方约30mm处,降低粉尘扬起污染封口部位的程度。
包装材料被包材供送装置经自动纠偏装置调整后送达成型器,包装材料被翻领成型器成型卷成筒状后,包装机纵封装置以设定的温度对包装材料进行烫边封口,在此之前横封装置已经完成上一个包装袋的顶封和下一个包装袋的底封,与此同时,称重机构已完成产品称重并将物料填充至包装材料内〔6一刁。包装材料在牵引装置的作用下继续向下运动到达横封装置位置,横封装置完成包装袋顶封和切断工作,然后进行产品包装的质量检测,剔除次品,输送出合格产品。其中,产品的填充及包装袋横封、切断位置的确定由色标进行定位。
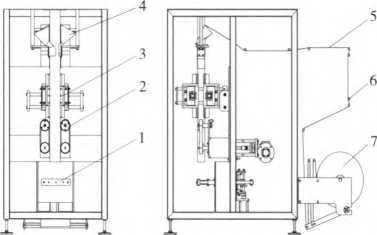
1.横封装置2.包材送料装置3.纵封装置4.翻领成型器5.包装薄膜6.导辐7.卷筒包装材料
图1多功能茶叶包装机结构简图
2多功能茶叶包装机控制系统硬件系统设计
多功能茶叶包装机的控制系统设计主要包括两方面:硬件选型和软件设计。整个控制系统中,设备的检测装置、执行机构数量较多,彼此之间还存在一定的相互影响,对控制系统性能要求较高的。
2.1系统控制点统计
根据多功能茶叶包装机工艺流程分析和项目控制要求,控制点分为:DI(数字量输入信号)、DO(数字量输出信号)、AI(模拟量输入信号)、AO(模拟量输出信号),具体控制信号内容见表1
2.2控制系统硬件选型
(1)根据上述多功能茶叶包装机I/O统计,选择西门子S7-1200系列的CPU1214C为控制器,其具有很快的处理速度,单条基本指令处理时间约为0.1卩s,同时自带Profinet网络接口"1。控制模块选择:数字量输入模块SM1221(6ES7221-1BF32-0XB0)、数字量输岀模块SM1222(6ES7222-1BH32-OXBO)、模拟量输入模块SM123K6ES721231-4HF32-表1多功能茶叶包装机I/O统计表
Table1I/Ostatisticaltableofmulti-functionalteapackingmachine
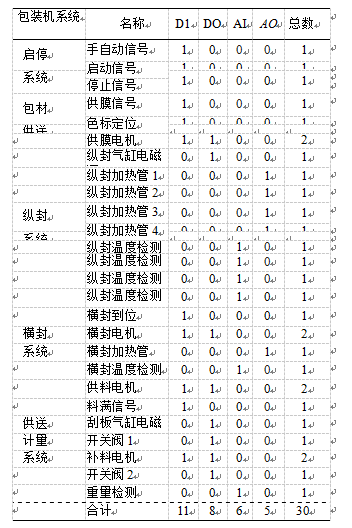
0XB0)、模拟量输岀模块SM1232(6ES7232-4HD32-0XB0),多功能茶叶包装机控制系统硬件组态见图2。
(2) 触摸屏选用昆仑通泰TPC7062Ti,屏幕尺寸为190.5mm,分辨率800X480。通过触摸屏可以实现人机交互,在触摸屏上能够进行参数值调整、控制对象监控、手/自动切换命令。
(3) 传感器选择。重力传感器选用日本MT()品牌,型号:LRS-50,检测范围0〜100g,该重量传感器检测灵敏,适合茶叶的小包称量;温度传感器选用ESMU型祐热电阻,检测范围0〜200K,检测精度0.1-C。
(4) 执行器选择。加热管选用Cr20Ni80型号镣倍加热丝,电磁阀型号TM51-1HP,电机釆用伺服电机。
本控制系统基于TIAProtalV13平台,在完成工程项目创建后,选择“设备和网络”-,'组态设备”-“添加新设备”,然后根据设备订货号在选项列表中所需模块,如:PS模块、CPU模块、SM模块等
图2多功能茶叶包装机控制系统硬件组态图
2.3网络组态
单击TIAProtalV13界面的“网络视图”进入网络连接界面,在“连接”菜单一“S7连接”-“PLC-1200的Ethernet端口”,拖拉“PCStation”至OPCServer完成PLC-1200与PCStation的网络连接。与TIAProtalV13的网络组态相比WinCC+Step7的优势在于以可视化的图像完成PLC、PC、HIM、驱动器的连接Et®。这样可以简化控制系统的设计并提高设计效率。多功能茶叶包装机控制系统网络组态图见图3。
图3多功能茶叶包装机控制系统网络组态图
3多功能茶叶包装机控制系统软件系统设计
3.1多功能包装机主程序流程
该多功能包装机根据茶叶包装工序,实现茶叶包装过程中制袋、称量、充填、封口和切断的工序与运行状态监控、异常状态中断及报警功能。程序按照模块化思路设计,主要分为主程序、子程序及中断程序。程序运行时,首先执行初始化程序段,然后进入主程序段判断包装机运行的手/自动状态位,若是自动运行状态,则主程序调用包材纵封送料子程序、纵封加热子程序、送料子程序,PLC实时扫描釆集包材位置信号和纵封温度信号,当满足包装袋纵封条件后,控制器启动纵封电磁阀完成纵封工作。当完成纵封工作后主程序调用横封加热子程序、包材横封供送子程序,PLC实时扫描采集包材位置信号、横封温度信号、称重传感器信号,当3个信号都满足横封要求时,横封电机启动,进行横封工作和切断工作,茶叶包装过程完成。多功能茶叶包装机控制流程图见图4。
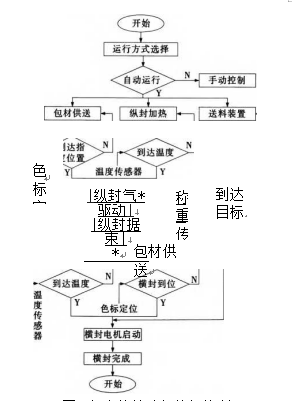
图4多功能茶叶包装机控制流程图
3.2模糊PID热封温度控制算法的实现
包装封口是利用加热封头将包装材料加热熔化成熔融状态,在热封装置的外在压力作用下黏结为一体,冷却后具有一定黏合强度,主要因素包括热封温度、热封压力及热封时间。模糊控制算法要对输入信号进行模糊化处理、模糊推理和输出信号的反模糊化处理[14-15]0如果直接在TIAProtalV13的Step7中进行编程,进行在线整定PID的3个参数,程序所占内存较大且很难实现,影响控制系统的运行速度“句。釆用OPC技术,以WinCCOPC为Server,MatlabOPC为Client,通过OPC进行数据交换,实现控制算法的应用(见图5)。以多功能茶叶包装机模糊PID横封温度控制算法的实现为例,步骤如下:
(1)将TIAProtalVI3的WinCC设为OPCServer,通过SIMATICOPCScout建立Items,同时设置相关参数。
3.3HIM界面设计
多功能茶叶包装机HIM界面的设计采用TIAPortal中的WinCC,其工具箱中包含的基本对象、控件、图形、元素,可以灵活拖动到HIM界面,在TIAPortal中还可以开发报警界面、参数设置界面、参数历史曲线E】。如图6所示,在TIAPortalV13软件开发的包装机生产监测画面可以设定称重质量、包装速度、横封温度和纵封温度,实现多功能包装机自动化生产。

图6多功能包装机生产监测界面
本研究所述的基于TIAPortal多功能包装机控制系统是与陕西西微测控工程有限公司合作开发,已经成功地应用到河南信阳某茶叶加工企业的包装机控制系统。结合OPC技术完成WinCC与MATLAB的通讯,实现多功能包装机模糊PID热封装置温度控制算法的应用。
该企业以信阳毛尖茶叶为主打产品,现以小包装进行现场测试,连续生产24h进行横封效果测试。要求:袋长70mm、袋宽55mm、克重10g、包装速度100袋/min。如图7所示将横封温度设定为135°C,从温度趋势曲线中可以看出,温度波动幅度较小,能够控制在±1.8°C,温度控制精度在1.5%以内,避免了因温度过高而造成包装薄膜烧穿,或因温度过低而无法满足封口要求,实际应用效果良好。
4结论
基于TIAPortalV13平台和S7-1200CPU控制器实现多功能茶叶包装机动态实时监控和控制,利用TIAPortal可快速、直观地开发和调试优势,解决包装封口不严、外观褶皱、材料烧穿等包装质量问题,结合()PC技术完成WinCC与MATLAB的通讯,实现模糊PID的包装机热封温度控制算法的应用,实时调节PID的3个参数,提高温度系统的精确度和稳定性,应用表明,该多功能茶叶包装机系统运行稳定、成品率高。具有一定的应用价值。
文章来源于网络转载,侵删
 ×
×



