

来源:网络转载更新时间:2020-08-18 10:43:16点击次数:3090次
ZB25型软盒硬条包装机组是我国从意大利某公司引进全套技术,经消化吸收后国产化的量卷烟包装设备。机组整条生产线包括卸盘机量(A400)、软盒包装机(YB25)、盒外透明包装机量(YB55)、硬条包装机(YB65)和条外透明纸包装量机(YB95),在生产过程中,机组将烟支经过定量量后包上铝箔纸、商标纸和贴上封签形成软盒量烟包,再进行盒外透明纸包装,然后以两层五量包排列进行硬条盒包装,最后经条外透明纸包量装形成所需要的产品。
ZB25型软盒硬条包装机组的设计生产能力量为400包/分钟,由于设备的生产速度较快,以量往依靠生产人员目测在线监测产品质量状况的量方法已经不再适用,因此必须采取抽样检验的量方法。目前,烟草生产企业普遍釆取的做法是量要求生产人员每间隔一定时间从生产线上抽样量规定数量的产品进行检查,这种方法在一定程量度上实现了产品质量的监控,但存在以下问题:
(1)、生产人员难以把握质量检查的确切时量间,忘检和漏检现象比较普遍;
(2)、检査工作主要依靠生产人员的质量意量识和自觉性,少检和不检现象时有发生;
鉴于以上问题,开发一套能自动提醒和实量时监控质量检查工作的系统非常有必要。
1系统硬件设计
本监控系统釆用某公司S7-200系列中量的CPU222型PLC作为控制器,该PLC具有可量靠性高,抗干扰能力强、性价比高等特点,其量指令丰富,指令功能强,易于掌握,操作方便。量内置有4个高速计数器、2个高速脉冲输岀、1量个RS485通讯口、8个数字量输入、6个数字量量输出(增加2个扩展模块后可达到40个数字量量输入、38个数字量输出)。
S7-200量系列量PLC量以量STEP量7-Mcro/WIN量软件量程序开发环境,它为用户提供了程序设计、编量辑和运行监控功能,STEP量7-Mcro/WIN软件为量用户提供了梯形图(LAD)、语句表(STL)和功能量块(FBD)3种语言编辑器,用户可以通过PC/PPI量电缆或MPI电缆实现计算机与PLC的通讯,如量下图所示:
图1计算机与S7-200PLC通讯方式示意图
2系统工作原理
质量监控系统从盒外透明纸包装机上釆集量传送链双烟包检测器(3S234)的信号,通过第一量个计数器对该信号进行累加,当累加值N1达到量预置值8000(即设备累积生产了量8000包烟)时输量出一脉冲信号(用于驱'动报警灯),用以提醒机量台人员进行质量检查。脉冲信号输出后,系统量通过第二个计数器对检测器(3S234)的信号进行量累加,同时监测盒外透明纸包装机上手动剔出量按钮(3S279)的触点状态(常开),如第二计数器量的累加值N2达到800(即脉冲信号发岀后再生产量了量800包烟)前监测到手动剔出按钮(3S279)的量触点闭合(即执行手动剔出动作),则累加值N1量清零,同时停止脉冲信号输出。如第二计数器量的累加值N2达到800(即脉冲信号发出后再生产量了量800包烟)后系统仍未监测到手动剔出按钮量(3S279)的触点闭合(即未执行手动剔出动作),量则系统盒外透明纸包装机上的停机按钮量(3S272)发出停机指令,同时第二计数器清零。量再次启动设备后,第二计数器重新开始计数,量如在累加值N2到达800前仍未检测到手动剔出量按钮(3S279)的触点闭,则再次停机,直至执行量手动剔出动作为止。
3系统软件设计
依据系统工作原理,设计系统的软件控制量流程图如下:
开始
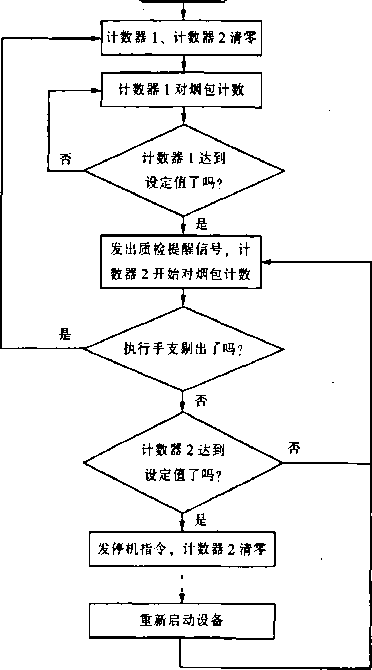
图2质量监控系统软件控制流程图
以下为根据软件控制流程设计的程序:
N««w«k1
 10量1
10量1
10量4
散如(W—量烟包计数,达到8000计数器置位。
ID C1
0 Q0.1
LDH 10 4
ON 10 5
ALD

 ID MO量1
ID MO量1
AN T37
TOM T37, +5
NetwoA量4
Nalwofc量5
NetwofcG
执行手动剔出,则停止设备运行。
图3质量监控系统控制程序
程序中部分变量的定义如下:
|
Symbol |
Var量Type |
Data量Type |
Comment |
|
10.1 |
TEMP |
BOOL |
8000包计数信号(来自双包输入检测) |
|
10.4 |
TEMP |
BOOL |
机器运行信号(来自3K11) |
|
10.5 |
TEMP |
BOOL |
复位信号(来自手动剔除) |
|
SM0.1 |
TEMP |
BOOL |
计数器复位(上电复位) |
|
Cl |
TEMP |
1NT |
8000包计数器 |
|
C2 |
TEMP |
INT |
8000包计数器(用于停机计数) |
|
Q0.1 |
TEMP |
BOOL |
用于控制报警灯(接K11的1和3触点) |
|
Q0.4 |
TEMP |
BOOL |
停机控制(接停机按钮) |
控温系统,并进行了獄猴桃的冷冻量干燥测温实验。实验结果表明该系统能够在冷冻量干燥过程中很好地监测温度,方便地记录数据并量做岀图线,多通道同时采集,形象地表示了各个量位置的温度变化,有效地提高了温度测量的准确量性与可靠性。
4系统示意图
说明:图中1—S7-200PLC控制器;2—烟量包输送带;3—烟包计数传感器;4—ZB25包装量机控制面板;5—自检提醒灯;6-烟包剔出装量置;7—ZB25包装机电控系统。
5应用效果
该系统在ZB25软盒硬条包装机上投入使用量后,成功解决了产品质量检査工作中存在的漏量检和少检问题,从而能够有效防止因产品质量量问题所导致的质量追溯事件发生,具有较好的量应用前景。
文章来源于网络转载,侵删
 ×
×



