

来源:网络转载更新时间:2020-08-18 10:29:40点击次数:3342次
传统的面粉包装釆用人工干预的半机械化操作,虽然相对于过去的人工操作效率略有提升,但准确度和品控往往出现问题。近年来,全自动的面粉包装机已经开始广泛应用,基于各类传感器和执行器的面粉包装机无论从生产效率和质量控制上来说都有着明显的提高,根据以往的经验,我们釆用了三菱的PLC进行重新设计,实现了面粉自动包装的智能化和触屏参数微调控制。
三菱PLC可以精确的计量包装精度,通过触屏监控其运行状态,根据实际需求随时调节,充分发挥了可编程控制器在自动化方面的优势,此次釆用的PLC还有变频调速功能,提高了资源的利用率。在多生产线、多产品线和大规模自动化升级的面粉加工厂能发挥出最大优势,应用前景广阔。
—、工作流程
机械部分釆用气压传动,主要元件包括单作用气缸和电磁阀。通过电磁阀对气缸的控制,实现储料仓门开闭、包装袋取袋、送袋、开袋、夹紧和传递等过程,工艺流程如图所示:
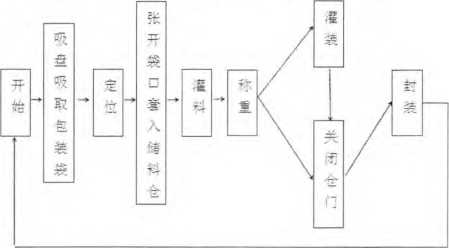
如图所示,光电开关确定包装袋就绪,有问题则产生中断报警,否则进行下一步驱动电磁阀使用吸盘抓取包装袋,由压力定位辐轮进行定位后开始灌装,称重系统用于判断是否灌装合格。
二、硬件结构
本系统硬件结构包括开关控制和模拟量变频调速控制。允许连续自动运行和手动运行两种模式,在手动模式下,需要显示的动作状态信息较多,无法采用信号灯或电器按钮的方式进行,必须采用触摸屏和总线的方式。经过参数比较,采用三菱公司的触摸屏。
经过计算,本系统需要数字量输入端口23各,其中光电传感器2个,压力开关2个,气缸运动限位器19个。数字输出量15个,其中用于控制传送带电机接触器的1个,控制气缸电磁阀的14个。变频调速器需单独占用两个输入和一个输出。称量传感器测量装袋质量,电压信号输入模拟量输入通道,当达到设定值后关闭料仓。速度传感器测量电机转速并转化为模拟量输入通道与设定值比较。通过PID计算,运算结果使用模拟量通道来控制变频器,实现节能变频。这里的变频器釆用三菱公司FR-D740-7.5K-CHT型,传动部分使用减速机构和链条构成,最大化减少震动。
主控单元使用三菱公司的FX2N-48MR,增加模拟量扩展FX2N-3A,增加GOT1155触摸屏幕oFX2N-48MR-001是日本三菱公司的可编程控制器(PLC),继电器输出及输入24点,输出24点。FX2N是FX系列中功能最强、速度最高的微型PLC,内置用户存储器8Kb,可扩展到16Kb,最大可扩展到256个I/O点,可有多种特殊功能扩展,实现多种特殊控制功能(PID、高速计数、A/D、D/A、等)。有功能很强的数学指令集。通过通信扩展板或特殊适配器可实现多种通信和数据链接。其优点是系统配置灵活,具有简单的外部机器通讯功能,外部设备通用性也比较强,且运算速度较高。
三、软件设计
本系统核心功能即自动运行包装,主线步骤为运行、暂停、结束、复位。手动功能较为复杂,包括所有执行部件的进退启停操作。编程过程主要釆用GT-Designer软件进行编辑,设定分别在按钮按下、抬起时对执行部件进行操作。参数设定部分,可以按照生产实际的需求,设定任意转速和计数参数,并能够对每个参数的上限进行分别设置,超过临界值的状态设定保护中断或报警中断,具体编程过程略过不表。
四、总结
通过一定时间的试用调整,本次设计采用的气压传动、变频调速和触屏控制均发挥了应有的作用,使面粉包装更精确更可靠,维护性和安全性显著提高。由于有全参数的触屏控制,对于新生产线的研发设计也更加有用,对于提高生产效率和节约成本有非常客观的应用前景。
文章来源于网络转载,侵删
 ×
×



