

来源:网络转载更新时间:2020-06-12 14:34:31点击次数:3825次
自20世纪80年代进入我国以来,小盒包装机由于生产速度和效率较高,稳定性和材料适应性较强,已成为我国卷烟生产的主流机型,目前我国拥有小盒包装机超过600台套。为便于识别产品的生产时间、生产班别、机台号及生产人员等信息,小盒包装机设计有一组用于在产品底部在线打印标识编码的钢印装置,该装置在商标纸输送部件输送过程中钢印轮与反衬辊对压后,在商标纸上压印出一组最多7位数的字码。 在每班开始生产前,操作工需按当天日期及本班的班次调整钢号轮上的字码,并确认字迹清晰状态。 由于钢印字码在使用过程中不可避免地存在磨损,钢印字码打印经常出现字迹不清晰的问题。
过转动中的偏心轴8来完成,通过调整偏心轴的角度,来调节钢号轮最下工作面高低位置,从而达到调整字迹深浅度的目的。
但是,棘爪固定在辊轮内一条小轴3上,因而轴心的位置是不可调的,当钢号轮调整一定角度后,其周向角度位置由棘爪的工作齿面限制,因此通过偏心轮调整钢号轮高低位置后, 其最下方工作面与原工作面会有一定的角度差。 因此,调整高度后钢号字迹可能存在不清晰或倾斜的现象,达不到产品质量要求。 这时操作人员只能停机,同时报告机械维修工前来更换磨损的钢印字码。更换钢印字码时,需取下钢印轮压紧弹簧片、抽出钢印轮固定偏心轴,并重新调整。
设备采用圆盘式编码轮钢印装置,圆盘编码钢印轮9通过一条偏心过程较费时。
销轴8安装在输送辊1上;输送辊1旋转时带动其下方的商标纸10向前输送。 钢印轮工作面7稍凸出输送辊表面6,这样钢印轮旋转到处于输送辊垂直向下状态时,便可在商标纸上压印出一定深度的特定编码。 为确保生产时钢号轮不会旋转而走位, 设计有一组棘爪4,其一端由小轴3安装到输送辊上,另一端为三角形尖端,棘爪在板状弹簧片5作用下三角尖端插入钢号轮三角沟槽内,最终保证钢号轮在生产过程中定位可靠。
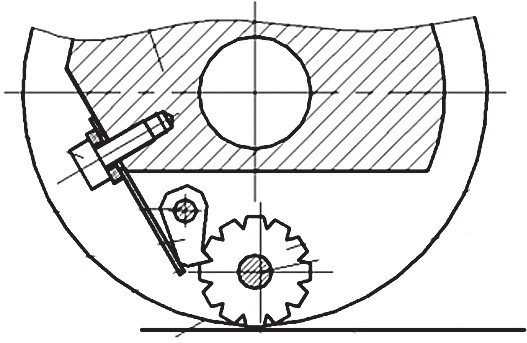
图1 原钢印装置结构示意图
1—输送辊 2—螺钉 3—小轴 4—棘爪 5—弹簧片
6—输送辊工作面 7—钢印轮工作面 8—偏心轴
9—钢印轮 10—商标纸
当商标纸厚度、硬度等参数变化或钢号轮稍有磨损造成打印编码不清晰而需要调节打印装置钢号高低时,首先松动贯穿棘爪支架25的紧固螺钉9,避免棘爪尖端13锁紧钢印轮18;然后调整钢号偏心小轴17来补偿钢号的高低位置,并将钢印轮最下方的钢印轮工作面20与商标纸15平面调整到平行状 态,使钢印轮的打印字体清晰,此时调整棘爪支架25在输送辊此时必须对商标纸打印装置进行钢号高低的调节
针对干抗上述几点缺陷原因,我们制定了相应的防范措施:
干式空心电抗器在电力系统中应用广泛,以往我们对干抗的运行维护及故障的预防手段不够重视,造成了干抗的缺陷率偏高。 本文对干抗的常见缺陷进行了收集和分析,并总结了相应的预防措施和经验,以此进行交流学习,希望能够促进干抗设备运行可靠性的提高,为电网安全运行建设添砖加瓦。
本文源于网络转载,如有侵权,请联系删除
 ×
×



