

来源:网络转载更新时间:2020-05-09 14:26:32点击次数:3924次
1序言
过手动式调整软启动器頻率来进行各仓下灰量的实际操作,并根据中断抛单来检测下灰量是不是考虑配制规定,工作风险性高、抗压强度大,且配料高效率和配料精度不高。
2烧结配料电子皮带秤使用时间15a,秤体、称重积算仪、数据收集板、控制器存有不一样水平的毁坏,导致电子皮带秤总流量显示信息不精确或压根沒有显示信息,从源头上危害了烧结配料的精度。3)配料电路系统应用很多年,存有机器设备老化、路线脆化、标志不清等难题,电气设备常见故障经常出現,常见故障查找时间较长,比较严重危害烧结矿的一切正常生产制造。
烧结配料的精确性与可靠性立即决定了烧结矿的生产量和品质,为完成持续平稳精准的烧结配料和配料自动化技术控制,确保烧结矿的产品质,对老城区配料开展技改目。
2自动化技术控制系统软件改造方案
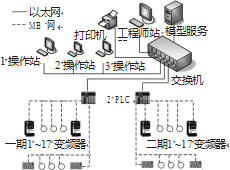
烧结配料一期二期都有17个仓,各仓下相匹配着给料机、配料秤。烧结配料工艺流程是将生产制造烧结矿所需的搅拌铁矿粉、然料(焦粉)、有机溶剂(白云石、石灰石、生石灰粉)及冷、热返矿,依照烧结规定及各种各样料的成分开展配料测算,明确各种各样料的配料占比,根据调整给料机软启动器頻率,控制给料机下灰量,完成烧结配料,选好的矿料根据皮带输送机运输到一次混料机开展放水、混和,随后进入下一道工艺流程,控制系统架构图见图1。
2.1更新改造范畴
1)配料秤更新改造。将配料双期的全部配料旧秤拆下来,新安裝称重精度高、运作平稳的配料秤,以保证原材料称重的精确,进而提升配料精度。新配料秤积算仪有4~50mA数据信号輸出,参加PLC控制,完成精准配料。
2)料位计更新改造。新安裝配料一期、二期1#~17#仓的料位计,将1#~17#仓的料位数据信号送往槽上监控室,供槽上职位工作人员即时查询各仓料位,另外,将1#~17#仓的料位数据信号送至PLC柜,在上位机软件上即时显示信息各仓的料位。
3)配料PLC系统更新改造。在建配料1#和2#PLC站,实现配料机器设备的起停控制、料斗料位控制、配料下料量控制。在二期配料监控室设定3台上位机软件,用以配料工监控器实际操作。另外,配料数据信息根据光缆电缆传输到烧结控制室,供烧结主控芯片工作人员开展生产监控。
4)配料电气设备更新改造。相互配合PLC全自动控制系统软件更新改造,同步更新改造目前电器设备,包含一期、二期配料1#~17#仓相匹配的给料机、振打器、称重传动带、一混一传动带、一混二传动带;配控房间内拆卸旧变频器柜,增加34台变频柜(含有德力西ATV71软启动器),每一台变频柜内的机器设备控制每一个料斗的给料机、振打器、配料秤,用以完成对配料一、二期机器设备的电气设备控制;拆换当场34套操作箱,每一个操作箱控制该仓的给料机、振打器、配料秤。全部给料机、振打器、配料秤的运作数据信号、起停数据信号、全自动位数据信号送至PLC柜。
2.2数据通信
1)PLC与配料秤的数据通信。配料称积算仪选用微控制器控制,出示单脉冲輸出和电流量輸出,輸出瞬间总流量和总计总流量,和PLC开展数据通信。2)PLC与软启动器选用MB+网开展数据通信。3)PLC与上位机软件选用TCP/IP以太网接口开展数据通信。
2.3机器设备型号选择
1)配料秤采用ZN-ISC-11/ZN-XCX-03高精度配料秤及控制积算仪,运作精度±1%。
2)软启动器采用德力西ATV71软启动器。
3)PLC控制系统软件硬件配置选用施奈德QUANTUMN系列产品CPU65150程序控制器控制器,系统软件数控编程软件选用UNITYPRO数控编程软件,界面电脑监控软件采用IFIX4.0电脑监控软件。配料一期和二期PLC系统系统配置状况同样。
2.4PID总流量调整控制
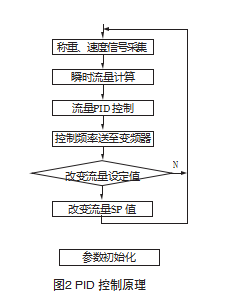
控制系统设计的重中之重是对给料机转速比的控制,即依据配料秤重量传感器的瞬间净重、精确测量段、传动带转速比、重力系数等主要参数测算出瞬间总流量,与监控器站设置总流量相比较,运用数控编程软件内置的PID优化算法(PID控制基本原理见图2),测算出给料机电机转速比,实时跟踪,开展闭环控制调整。每台给料机刚开始起动并调整时,软启动器頻率从设置的经验开始转变,直到考虑总流量设置。在运作的全过程中,若必须更改总流量预设值则要再次开展测算。
2.5选用PLC专用型接地装置
PLC的接地装置应与电器设备的接地装置分离,选用专用型接地装置,那样能够 降低干扰信号产生的危害。PLC的接地线电阻规定<4Ω。配料PLC柜、配料秤积算仪仪表盘柜设计方案有专用型的接地铜排,从接地铜排引出来的电线接头收到新做的接地装置设备上,电线接头选用铜芯输电线,电线规格>6毫米,接地装置选用DK-AG电解法地极,接地线电阻<2Ω,考虑PLC接地线电阻规定。
3结 语
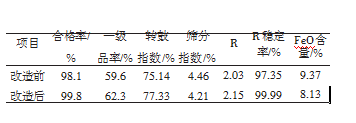
烧结配料自动化技术控制系统软件更新改造后运作迄今,机器设备运行状况优良,配料精度由85%提升到98%,不错地考虑了烧结配料的生产工艺流程规定,烧结矿的产品质显著提高,更新改造前后左右烧结矿指标值对比如表1图示。
配制控制完成各种各样原材料按设置配制全自动开料,使各种各样原材料开料精确平稳,完成给料机下料量手动式和自动调节;完成软启动器頻率手动式和自动调节
本文源于网络转载,如有侵权,请联系删除
 ×
×



