

来源:网络转载更新时间:2020-05-08 14:44:44点击次数:4390次
概 述
皮带输送机广泛地应用于矿山、冶金、码头和化工等行业, 对于散装的固态原料(如矿石、水泥、煤粉) 进行自动输送, 特别适合于高温、高空和有害环境下作业。例如, 水泥厂粉磨车间的熟料配料系统就是依靠调节皮带输送机的速度来控制水泥磨的进料量, 完成对各种熟料的配比。皮带配料秤是一种用于测量和 控制皮带输送机的速度和物料流量的实时控制器, 其工艺结构图如图 1 所示。
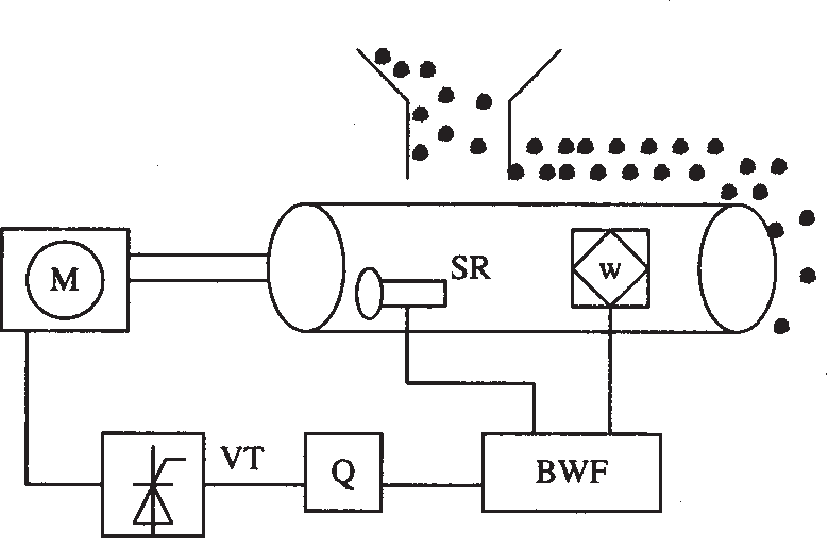
图 1 皮带配料秤工艺结构图
从结构图中可以看出在皮带的上方有一个料斗, 皮带运动时物料随皮带输送出去。输送皮带由滑差电机 M(电磁调速异步电动机)驱动, 测速传感器 SR 输出信号的频率和皮带速度成正比, 输送皮带的下方装有荷重传感器, 输出与皮带上物料成正比的电压信号。
皮带配料秤控制器 BWF 接收 SR 的速度信号和的重量信号, 计算皮带上物料的瞬时流量并显示出来, 并将流量实际值和流量的设定值进行比较, 通过 PID 调节, 输出电流控制信号, 经前置放大器和功率放大器 Q 放大, 控制可控硅 VT 的导通角。从而调节滑差电机 M 的转速, 使物料流量稳定在预期的设定值。本文主要介绍单片机在皮带配料秤控制系统中的应用。
根据现场控制和操作的实际需要, 皮带配料秤控制器的技术要求有以下几项:
根据皮带配料秤的技术要求, 采用以 8031 单片机为控制核心的系统结构, 构成皮带秤控制器 BWF。硬件部分主要有 8031 单片机、A/ D 转换器(ADC0809)、ROM、D/ A 转换器(DAC0832)、键盘扫描电路、显示电路、传感器、放大电路、锁存器等组成。硬件系统组成粗略框架如图 2 所示。
皮带配料秤控制系统的总体设计思想为: 皮带输送机投入运行前, 输送皮带上物料流量的设定值由操
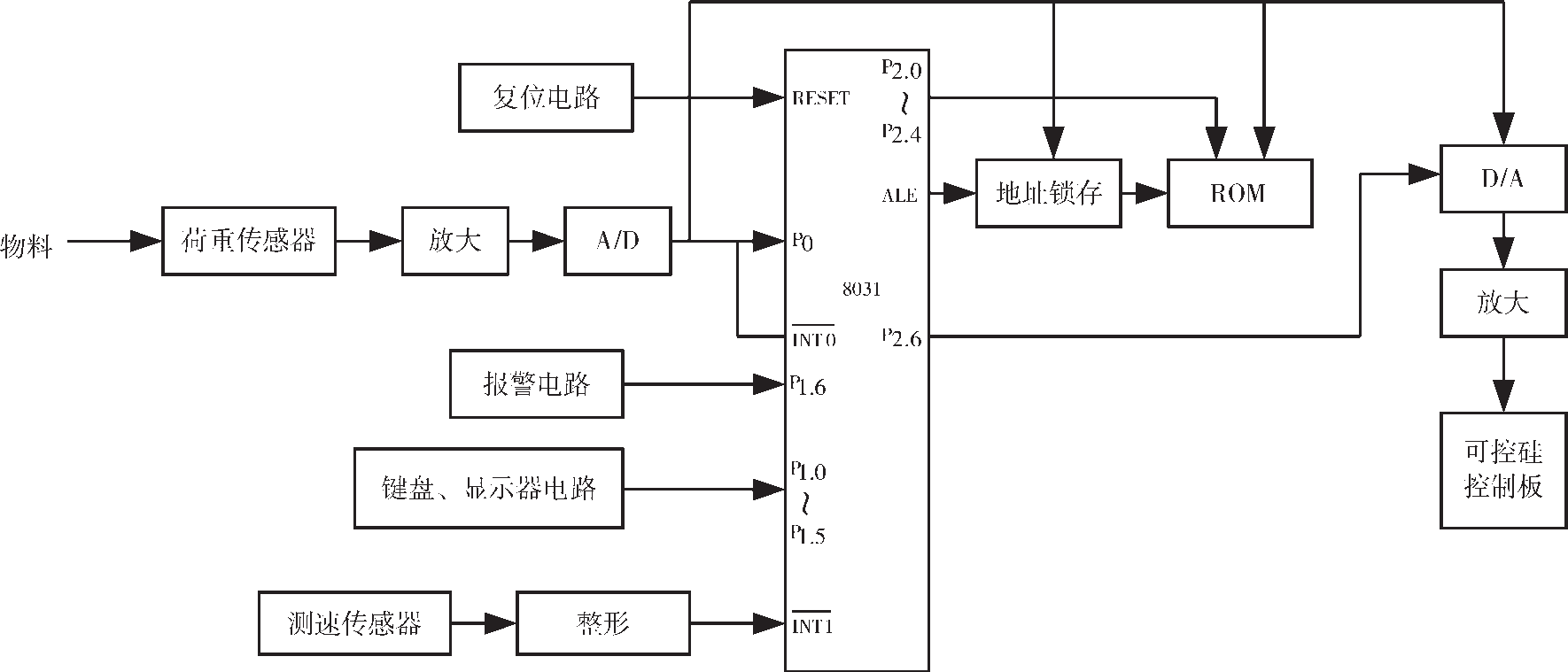
图 2 硬件系统组成框图
作人员在键盘上设定。系统投入正常运行后, 单片机采样皮带荷重信号(通过 ADC0809 转换)和走速信号(T 法测速), 将皮带走速信号 V( t) 与皮带单位长度上的瞬时重量 P( t) 相乘即可计算出皮带上物料的瞬间流量 F(t)。瞬间流量可通过 6 个七段数码管显示出来, 为操作人员提供工艺数据参考。803l 系统再将流量实际值与其设定值进行比较, 经增量 PID 调节运算后计算出控制量 Vi, 通过 DAC0832 转换为电流输出信号(4~ 20 mA), 而后经放大去控制可控硅的导通角, 实现调节滑差电机电磁离合器励磁电流的功能, 从而调节执行机构滑差电机的转速, 使输送皮带上的物料流量尽可能稳定在设定值附近, 并具有良好的静态指标和动态性能。
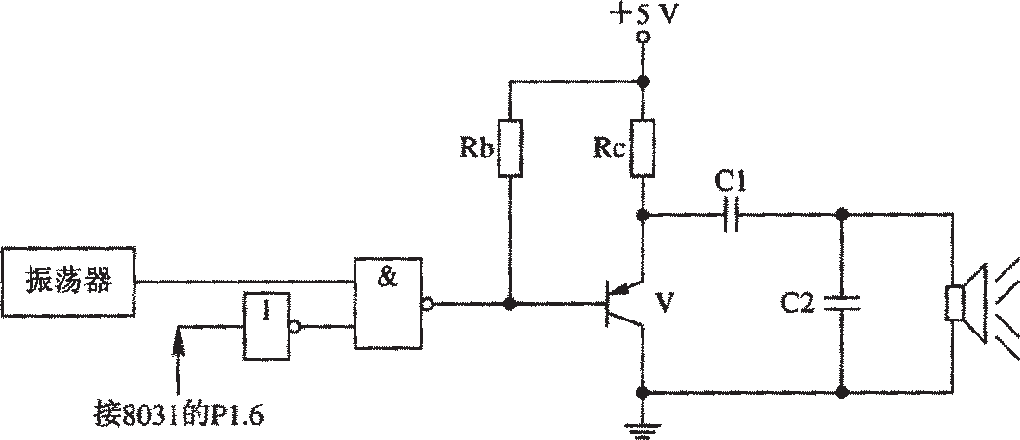
803l 扩展程序存储器硬件原理图如图 3, 报警电路原理图见图 4, 荷重传感器全桥输出原理图如图 5, 皮带走速测量电路原理图见图 6, 键盘显示器接口电路见图 7, D/ A 转换原理图见图 8。
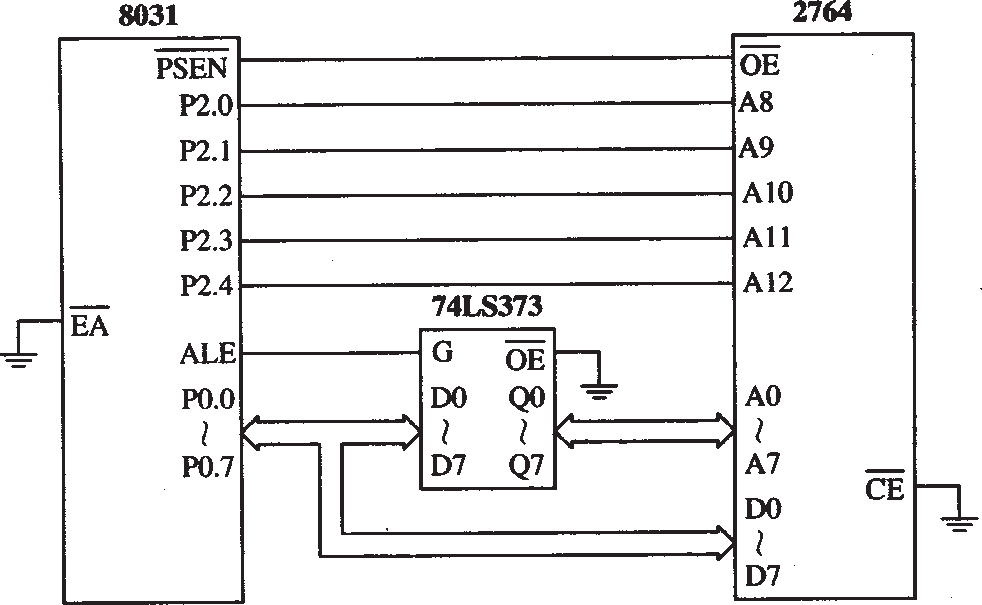
图 3 存储器扩展原理图
输送皮带上物料流量的设定值由操作员在键盘
 |
|
图 4 报警电路原理图
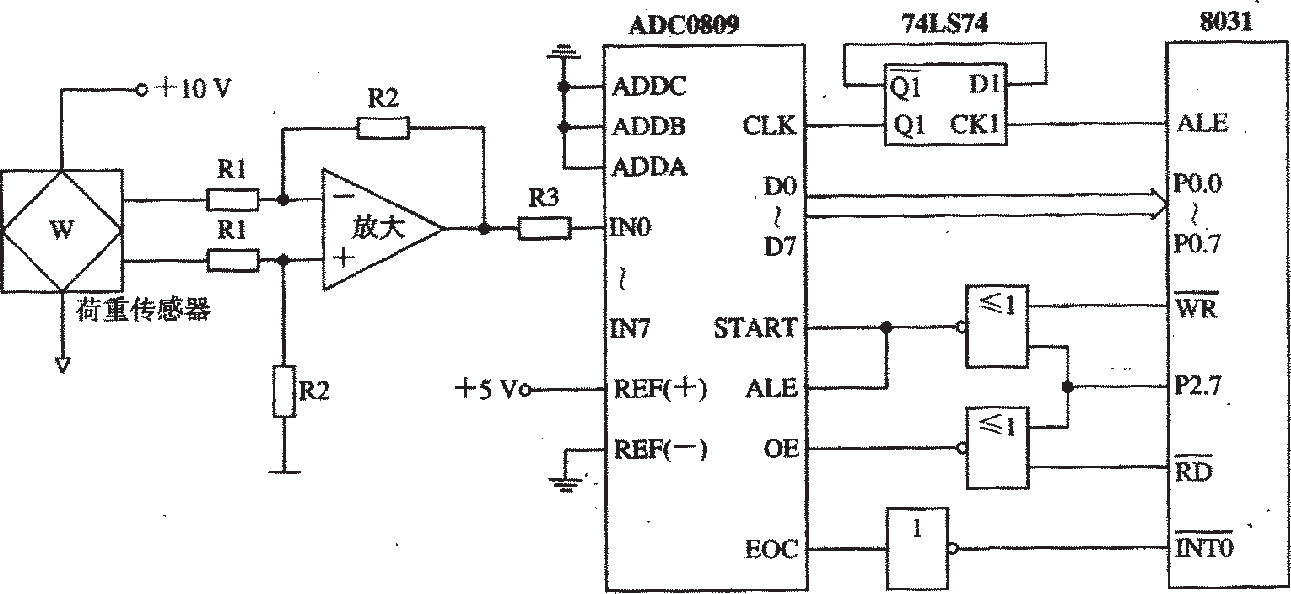
图 5 荷重传感器全桥输出原理图
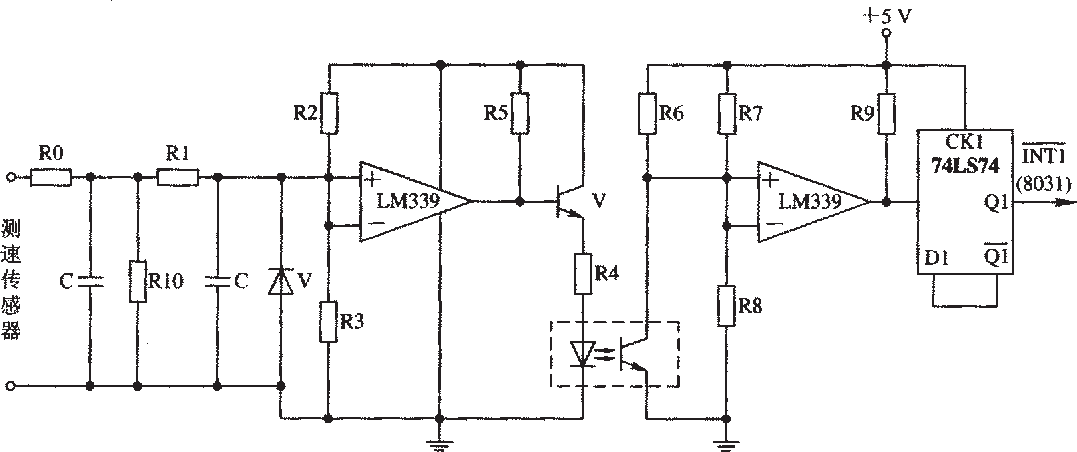
图 6 皮带走速测量电路原理图
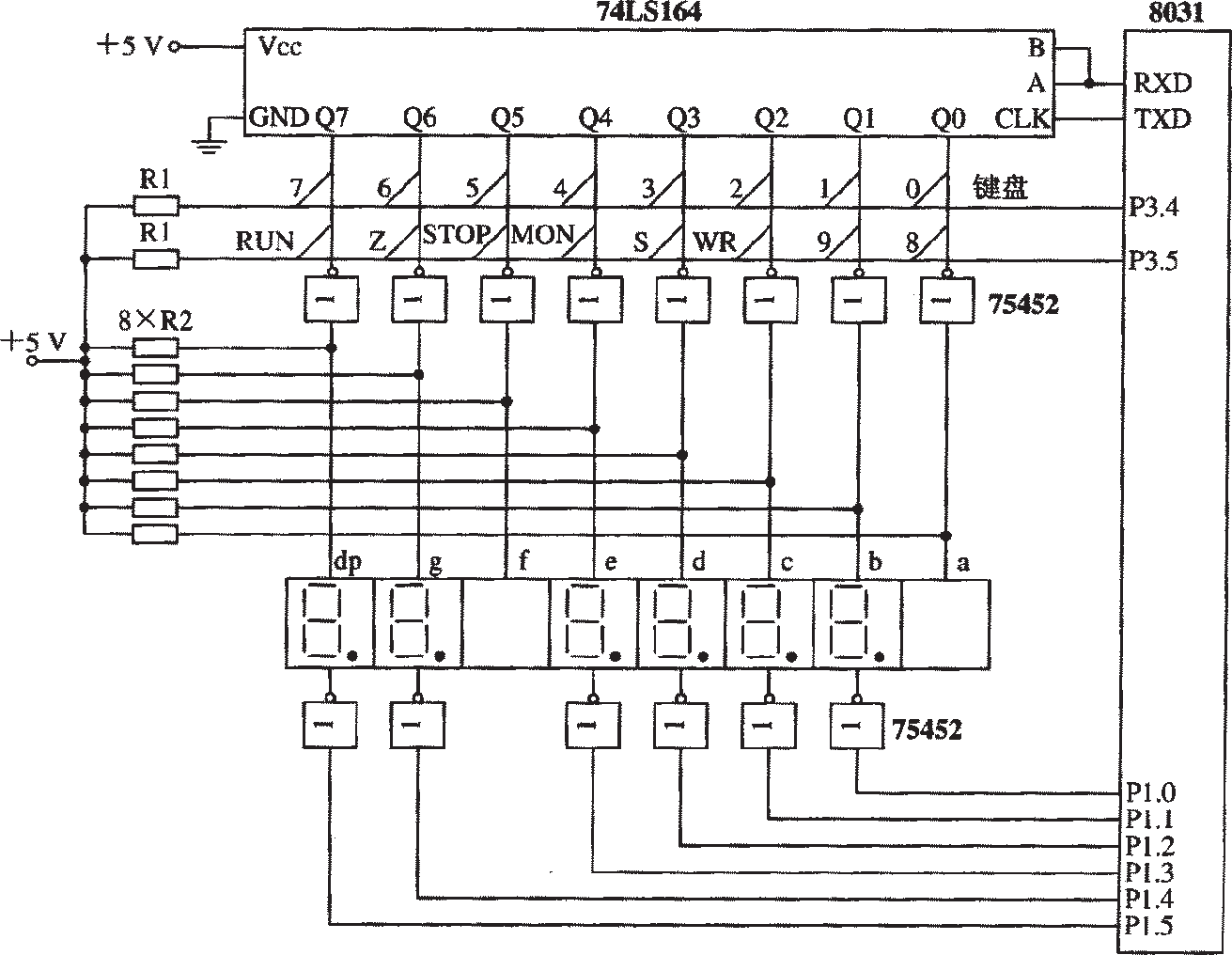
图 7 键盘显示器接口电路
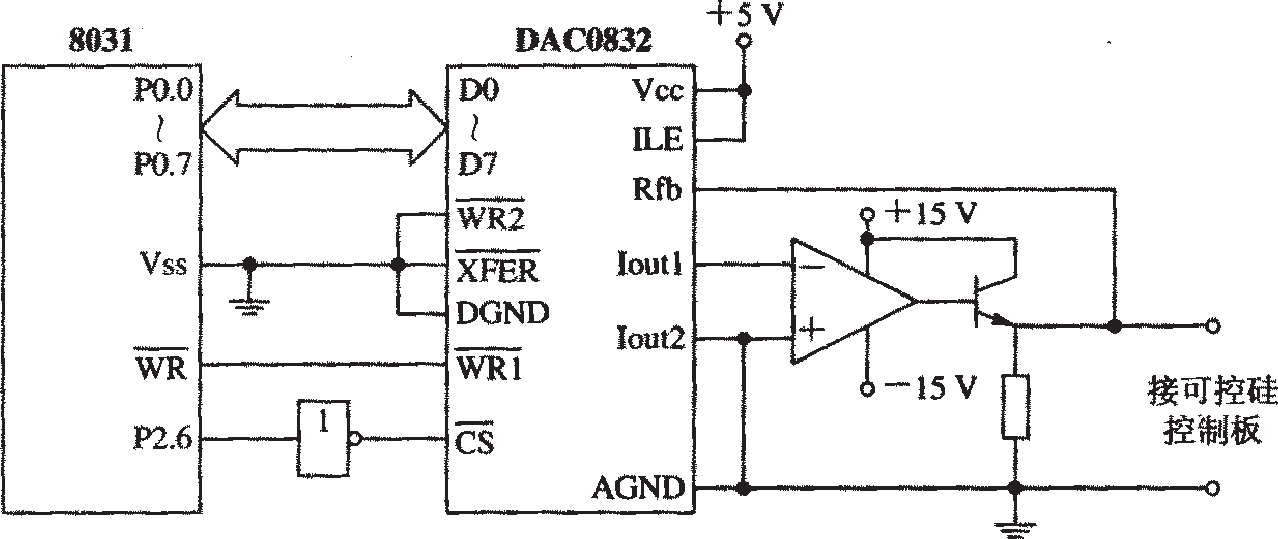
图 8 D/A 转换原理图
上设定, 系统投入运行后, 单片机采样皮带荷重信号和走速信号, 并计算瞬时流量和输出控制电流(4~20 mA), 实现对流量的控制。系统闭环控制回路原理图如图 9 所示。
定, 可通过键盘输入。
从上述公式可推导出瞬时流量 F( t) 为:
F( t) = [ax(3 t) +bx(2 t) +cx( t) +d]×V( t)
瞬时流量由 5 位十进制显示, 显示形式为精确到小数点后 3 位。
( 2) 流量控制
在流量测试的基础上, 把流量设定值和实际测试得到的瞬时流量进行比较, 计算出误差。采用增量 PID 调节算法, 计算输出到 DAC0832 的 Vi (数字量), 经DAC0832 变换为 4~20 mA 的电流信号, 经过放大后去控制滑差电机的转速。
增量式 PID 控制算法只需计算增量, 当存在计算误差或精度不足时, 对控制量计算的影响较小; 增量式积分项运算仅与本次偏差有关, 不易产生积分饱和, 可取得较好的调节效果; 在实际系统中, 易于实现手动和自动的无扰动切换, 故在控制策略的选用中得到了广泛的推广。
其计算公式如下:
式中: ΔVi 为输出控制量的增量; ei 为设定值 S 与本次实际测得的流量值 Fi 之差 ei=S- Fi, Δei=ei- ei-1; ei-1 为上一时刻设定值与实测值之差; Δ2ei=( ei- ei-1) -
( ei-1- ei-2) =Δei- Δei-1; Δ2ei 为两次误差值的增量; 其中
P 为比例系数; I 为积分系数; D 为微分系数。输出控制量 Vi 的表达式为:
式中, Vi-1 为上一时刻输出的控制变量。
本系统采用模块化程序设计技术编写监控软件。根据系统功能, 将软件划分为若干个功能相对独立的模块, 为每一个模块设计算法和程序流程, 再根据流
程图编制程序。每个模块程序调试成功后, 最后连接
( 1) 瞬时流量的测量
当输送皮带以 V( t) 走带时, 皮带上的物料一般为不均匀分布, 瞬时流量为:
F( t) = P( t) ×V( t)
式中, P( t) 为单位长度上物料的瞬时重量;
V( t) 为皮带的瞬时线速度。
本系统中 P( t) 为荷重传感器电压输出信号的函数, 因为存在着非线性, 故可近似由三次多项式表示为:
P( t) = ax(3 t) +bx(2 t) +cx( t) +d
式中, P( t) 为单位长度上物料的瞬时重量;
x( t) 为荷重传感器在时刻 t 输出的电压信号经 A/ D 转换后的数字量;
a、b、c、d 为线性转换系数。由调试过程中现场测在一起进行总调。皮带配料秤监控软件从功能上可划分为系统初始化、键扫描及显示、键输入和键命令处理、运行管理程序( 包括信号采集、计算瞬时流量及控制输出三部分) 几个主要模块。

 软件程序包括主程序、显示程序、键盘处理程序和运行管理程序。运行管理程序包括数据采集、数制转换、计算、显示、报警等功能以及系统的重要控制和处理。控制器中 8031 的 INT0 和 INTI 为中断请求输入线, 因此软件程序还包括中断服务程序。系统配有 6 位共阴极 LED 显示器, 运行时可实时显示瞬时流量, 在调试过程中需输入设定值及各种参数(P、I、D、a、b、 c、d 转换系数)。根据系统的实际需要, 采用 28 键盘, 包括 0~9 这 10 个数字键, 6 个功能键: 写入键、设定键、校零键、返回键、停机键、运行键。
软件程序包括主程序、显示程序、键盘处理程序和运行管理程序。运行管理程序包括数据采集、数制转换、计算、显示、报警等功能以及系统的重要控制和处理。控制器中 8031 的 INT0 和 INTI 为中断请求输入线, 因此软件程序还包括中断服务程序。系统配有 6 位共阴极 LED 显示器, 运行时可实时显示瞬时流量, 在调试过程中需输入设定值及各种参数(P、I、D、a、b、 c、d 转换系数)。根据系统的实际需要, 采用 28 键盘, 包括 0~9 这 10 个数字键, 6 个功能键: 写入键、设定键、校零键、返回键、停机键、运行键。
皮带配料秤以具有良好的可靠性, 准确性和技术先进, 受到广大用户的青睐。在一些工业生产中用途越来越广, 给生产带来了便利, 单片机在其中起到了举足轻重的作用, 它的应用将越来越广泛。
本文源于网络转载,如有侵权,请联系删除
 ×
×



