

来源:网络转载更新时间:2021-08-06 14:16:29点击次数:2768次
配合饲料打包工段一直以来是以人工包装为主,小型饲料厂是人工将包装袋置于成品仓或缓冲斗下进行灌装,之后对包装袋进行称重、封口;一般中大型饲料厂则是人工将包装袋置于称重斗下进行灌装,之后送入皮带机上用缝纫机进行封口和输出,然后人工堆码。无论哪种方式,其生产效率都不高,一般一个灌装工位最多200包/h,劳动强度大,操作环境恶劣。先进环保的灌装方式是采用全自动包装线和全自动堆码线方法,下面对配合饲料全自动包装和堆码线进行方案设计,为开发相关产品提供设计思路。
1配合饲料全自动包装线的方案设计
参照其它行业包装线的设计原理[1-2],可制定配合饲料全自动包装线的灌装流程如下:人工将配合饲料包装用的复合编织袋成叠地堆在放袋架上,用机械手配合吸盘将袋抓到喂袋滚筒上,由滚筒将包装袋送到取袋架上,之后由取袋机械手将包装袋放置在灌装口处,由自动开袋装置将包装袋打开,且自动套到下料口上夹住,通过上部计量秤称重将饲料灌到袋中,自动输送和进行袋口整形,缝制上口,最后由皮带输送机输出。其工艺流程如下:
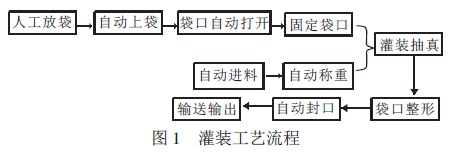
该自动生产线主要由自动上袋装置、自动开袋装置、自动称重装置、灌装装置、袋口整形装置、封口装置及输送部分等组成。所需主要设备见表1。
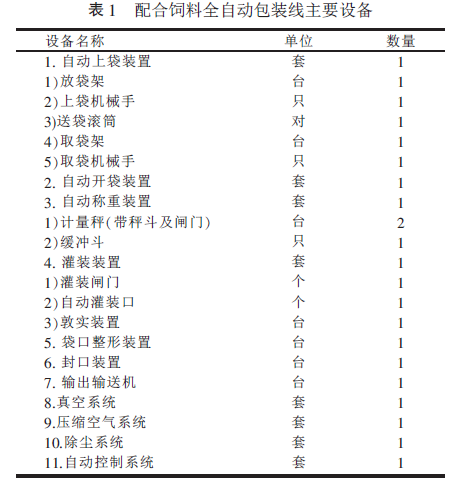
为保证自动包装线的生产率,本包装线并列设置了两台自动称重装置,工作时采取交替称重的方式,以满足生产的需要。
配合饲料全自动包装线设计的难点是自动上袋装置和自动开袋装置。
自动上袋装置设计的难度在于复合编织袋较软,不易可靠地将袋子从一叠袋子中取出,并送到灌装口处,解决该难点的方法是机械手加真空吸盘,图2为自动上袋装置的方案图;自动开袋装置设计的难度在于复合编织袋具有透气性,不易可靠的用吸盘打开,
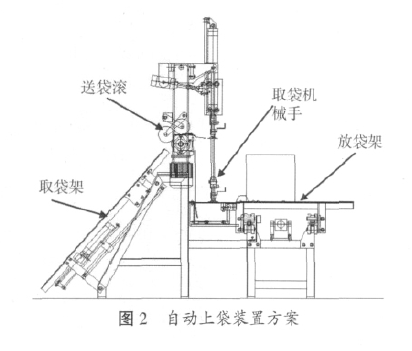

解决该难点的方法是采用多个特殊的真空吸盘。
①灌装工位的时序分配
设包装线实现每小时600包,那么灌装工位的总时间是T总=3600/600=6s。
在包装线灌装工位的工艺动作最多,包括:抓袋1、开袋2、灌装3、合袋4和移袋5等五个动作,设它们所用时间分别为T1、T2、T3、T4、T5。
则T总=T1+T2+T3+T4+T5
根据试验,T1、T2、T3、T4、T5的数值分别取0.5、1.5、1.6、1.2和1.2s比较合理。
T总=T1+T2+T3+T4+T5=0.5+1.5+1.6+1.2+1.2=6s
②转位工位的时序计算
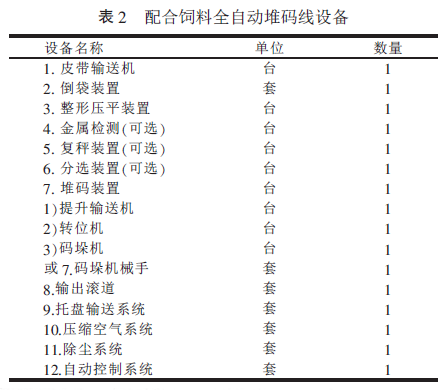
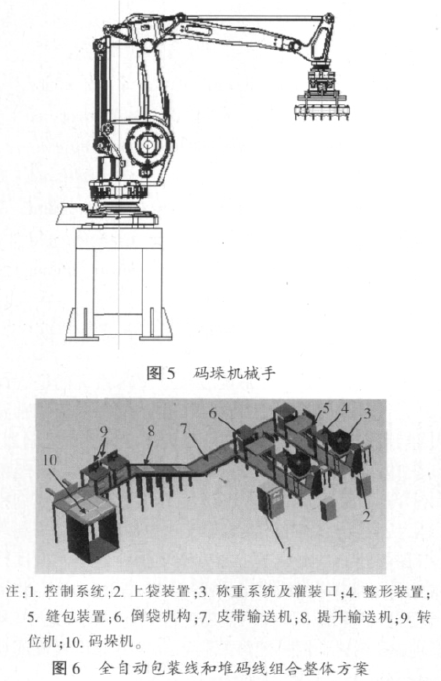
全自动堆码线的转位工位是耗时最多的工位,在该工位上包括上包1、夹包2、转包3、松包4和下包5等五个动作,如果全自动堆码线上只有一个转位工位,则该工位的总时间为3600/1200=3s,3s时间要完成上述5个动作显然是困难的,为此在本方案中设计的是双转位工艺,见图6中的序号为9的部件。由于是双转位工艺,则每个转位动作所花时间为
T总=2×3600/1200=6s,设上包1、夹包2、转包3、松包4和下包5所用时间分别为T1、T2、T3、T4、T5。
则T总=T1+T2+T3+T4+T5
根据试验,T1、T2、T3、T4、T5的数值分别取0.8~1、0.6、1.2~2、0.3~0.6、1.0~1.8s比较合理。
此时时间:最小值为T1+T2+T3+T4+T5=0.8+0.6+1.2+0.3+1=3.9
为加快企业升级转型,采用自动化生产线已成为当今企业的潮流,在现在招工难的情况下,用全自动包装线和堆码线替代人工操作具有十分重大的意义,所以未来开发和应用这类设备是必然的趋势。
本文源于网络转载,如有侵权,请联系删除
 ×
×



