

来源:更新时间:2020-09-27 09:45:07点击次数:3462次
浙江某集团共有两套It切片自动包装秤,分别用于有光和半光生产线,主要用于对聚酯装置中切粒机切粒后的切片进行定量包装。两套包装秤自2002年底投运以来,一直运行正常,最近却故障不断。笔者在分析其工作原理和PLC程序的基础上,对相关故障进行针对性处理,并给出其日常保养维护流程。
1自动包装秤工艺流程
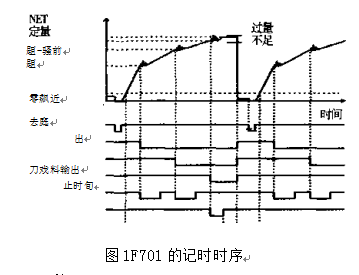
浙江某集团的It切片自动包装秤的工艺流程是,原料经由原料罐投到称量罐,首先打开全部的投料阀投放原料,在大投料、定量前分别按大T中、中T小的次序关上阀门。在定量-落差时,完全关闭投料阀。打开排出阀,把经过称量的原料排到容器中。需要注意的是,必须根据来自F701的控制信号,由程序发生器或继电器时序控制投料阀和排出阀的开/闭,其中的记时时序如图1所示。
a.通过外部输入去皮重或面板去皮重键,以清除皮重。
b.把阀门全部打开后开始投料。称量值达到“定量-大投料”后,大投料输出信号ON。在设定比较禁止定时器时开始记时,记时结束后关闭原料罐的大阀门,使其状态为“中”。
C.称量值达到“定量-定量前”后,中投料输出信号ON。在设定比较禁止定时器时开始记时,记时结束后,关闭原料罐的中阀门,使其状态为“小”。
d.称量值达到“定量-落差”后,小投料输出信号ON。在设定比较禁止定时器时开始记时,完全关闭投料阀。
e.经过时间判断之后,进行过量与不足的判断。在称量值超过过量和不足设定值的范围时,过量信号(HI)或不足信号(LO)的状态即为ON。
f-原料从称量罐排到容器中。打开称量罐的阀门,通过零点附近信号确认排出结束。第二次以后的称量重复步骤a~e。
2控割系统组成及工作原理
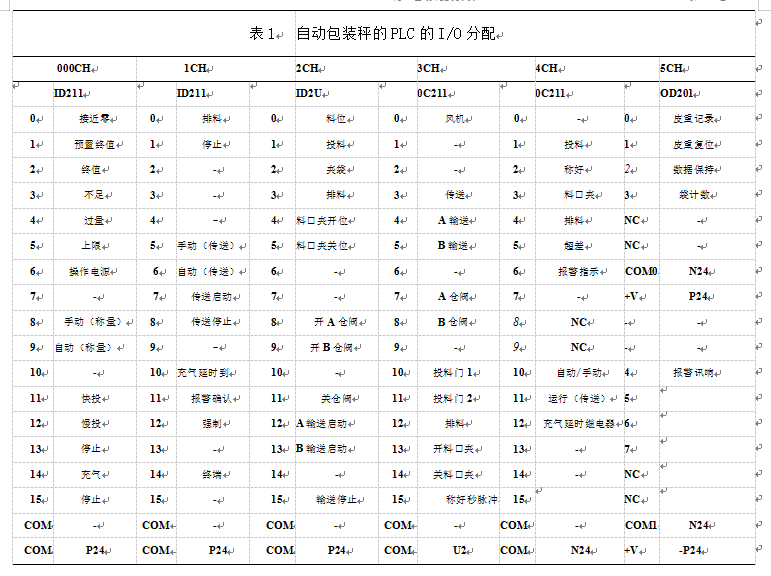
浙江某集团聚酯装置的切片包装秤自控系统以欧姆龙PLC为控制核心,配以UNIPULSEF701称重指示控制仪、气动执行机构、电动执行机构、自动控制部件和机械装置,进行切片的动态在线称重计量和包装工作。其中,自动包装秤PLC的I/O分配见表1。
自动包装秤工作流程的具体步骤如下:
3常见故障与解决办法
近期,浙江某集团的It切片自动包装秤出现了一些故障,现分别说明如下:
a.压缩空气含水率高,造成气动执行机构卡滞,动作不到位。解决办法是,更换公用工程分子筛;切片包装秤气源三联体定期排水;执行机构(气缸)定期添加润滑脂。
b.电磁阀故障,导致PLC信号输出,电磁阀阀体卡滞,造成执行机构不动作。定期检査电磁阀动作情况,进行阀体拆解清洁并添加润滑脂即可解决。
c.外部码盘设定出现漂移现象,改外部设定为面板设定处理即可。
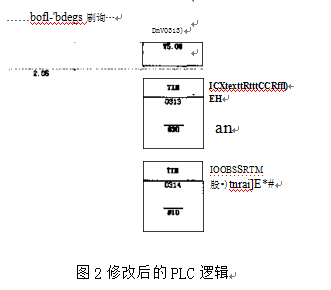
d.料口夹反馈开关不到位,导致切片包装过程中出现一包未下完,即开始第二包称量故障。笔者通过修改程序,在“料口夹开位”2.04触点上并联“料口夹关位”2.05触点(图2),修改后运行正常。
e.启动、停止按钮,常开、常闭触点接触不良,只能通过定期更换按钮来处理类似故障。
对上述故障处理之后,该公司的切片包装秤恢复正常使用,产品包装达到了出厂技术要求。
4结束语
切片包装秤在聚酯装置中应用极为广泛,笔者总结了日常维护保养,对切片包装秤的工作原理和典型故障进行了分析处理,希望对相关行业技术人员在处理类似问题时有一定的借鉴意义。
文章来源于网络转载,侵删
 ×
×



