

来源:网络转载更新时间:2020-09-15 10:28:44点击次数:3890次
水泥包装机的输料部分仔在着一些问题,如结构复杂,维修困难,设计妾数不合理等,为此我们在设计BJ50型自动定量水泥包装机时作了改进设计。
一、输料装置的改进
参考有关资料改进后的输料装置如图1所示。
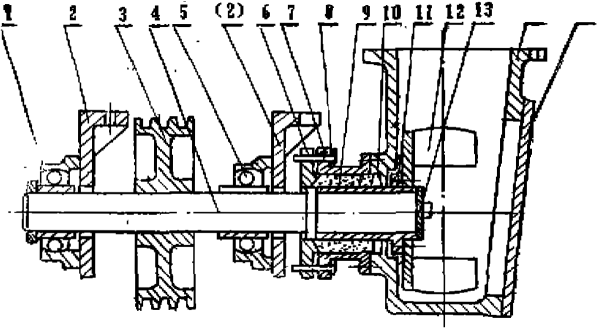
把拨料叶轮安装在主軸的端部,在更换易损件叶轮12时,只要启开端盖15即可。如有杂质进入贮料筒内,发生卡料现象,处理起来也很方便。采用两只带座调心轴承作为支承,再通过吊板2固定在机架上,结构简单,维修方便。采用三角皮带传动,成本低,且适合于多灰尘的环境。
目前国内的水泥包装机都存在着密封不好的问题,导致环境汚染严重.我们对输料仓的轴向密封采取了有效措施.首先在输料仓上设一道毡圈1。密封,但这道毡圈并不能完全防止灰尘的為出,所以在外部又加了一个聽封套7,'里面塞上羊毛,用压盖6压緊。压紧的羊毛能吸附灰尘并阻挡壽出。只要定期填充羊毛即可。
如果是双嘴才:泥包装机,只要将图1所示的输料競置对称并列在一起即可。由于采用两套传动装置,可轮流缝錢,不会中断生产。
二、叶抡的改进
叶轮是海装部分的主件,其段外参數逸择合理与否,对生产率、葛率捎強都有很大影响。我们参考了国内外有关资料对叶轮结枸作了一些改进
1.吐轮转速的礴定.叶轮辑速是包装机的
H15主要上作参数,它的选择与物料的比重,流动性说叶轮的直径有关。我们曾在朝阳水湿厂对叶轮直径为洞。毫米的包装机作过试缘测试,得我了叶轮转遊与生产率、单位产量电耗及筆出:功率的关系曲线,见图遇云试验发现,正常的转速范强大致在700〜9。0转/分之间,在7。0转/分以下,生产率太低,超过90。转/分后,生产率没有明显提高,但电机输出功率却急剧增加。图2表明,最大生产率转速为900转/分最小电揺转速即经洗转速为800转/分'综合孝虑生产率与电耗两要素,蟻佳叶轮转速应在850—900转,分之间。由于叶轮工作时取決于线速度,所以叶轮转速与叶轮直径有如下关系:
“='170〜质 (!)
Du
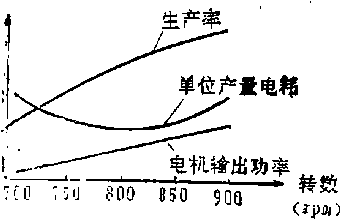
图2
式中D为叶轮直径(米J:n为叶轮转速(转/分G42O1C型包装机叶轮转速为970转/分,由于转速偏高,导致电耗较大。幻叶片数目的确定。包装机生产率与叶片数目成正比,但并不是越多越好,如图3所示,鸟叶片1往出料嘴排料时,叶片2必须位于出料嘴的上部。根据这个要求,
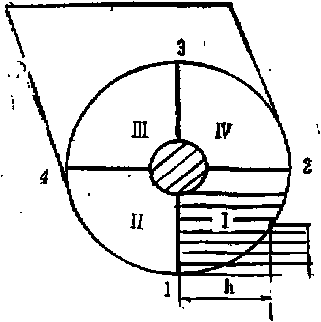
图3
式中n为叶片数目,R为叶轮半径(毫米),L为出料嘴内密毫米。
3.叶轮结构的改进。图3所示为G4201C型包装机“十字型”叶片工作时的情形。叶片1转到最下面,与出料嘴轴线垂直,将区域的
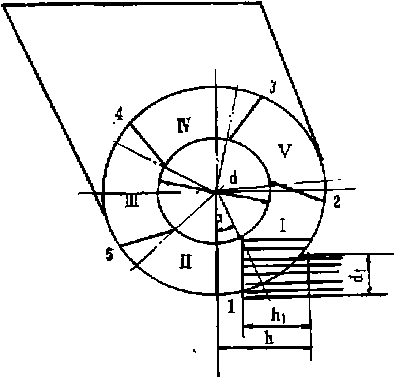
图4
部分物料排出出料嚙。叶片1转过90.后,叶片4开始工作。叶片超过出料嘴上部的物料并没有啧入出料嘴,所以我们将叶轮设计成空心的,加图4所示。理论计算可减少无用阻力矩2Q略。另外料斗内的一部分物料还可以通过叶片之间的夹缝直接落入到区域I,即提高了这个区域的容积效率,使每次叶片排出的物料更多,从而使生产率得到提高。
如图3所示,G4201C型包装机叶片1工作时距出料口距离为h,如图4所示,让叶片与叶轮直径倾斜一个。角,叶片1工作时与出料口的距离hi=h-0.5dsmff,即缩短了叶片1到出料口的距离,也可以说缩短了物料在出料管的有效行程.对防止物料在出料管内堵塞有积极作用。a取15〜25°。
4.加大出料嘴内径。实践证明,加大出料嘴内径并相应加宽叶片宽度对提高生产率有显著效果°根据我国现行纸表规格,只要出料嘴外径小于&5Q毫米,就不会影响纸袋的自动封口。G4201C型包装机出料嘴内径为©32毫米,而BJ50型包装机将内径加大到044毫米,其出料管用铜管制作,然后电镀。
为了保证包装机叶轮的正常工作,要求物料均勾落入贮耕简,并与生产能力相适应,料仓上的压力不能直接作用在叶轮上。普通的螺旋闸门是不能将其安装于包装机的料斗上。其工作原理如图5所示。
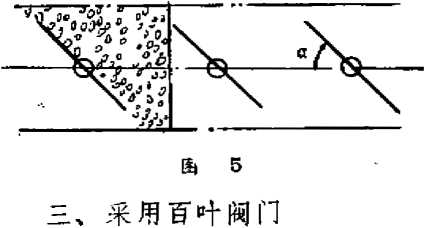
在槽钢框架内,安装几个可转动叶片,叶片的角度任通过槽钢框架外的操臥手柄来调节。即处于关闭状态,挡住物料。«=90°即处于全部开启状态,有最大流量。通过调节a可实现包装机所需要的绐料量。当时,一部分物料靠重力作用沉降,而一部分物料通过斜角。的叶片卸下,这样料仓的压力就不能全低了动力消耗。另外这种闸门结构简单,制作容易,操作灵活迅速,便于自动控制,逐能起到避免起拱的作用。
文章来源于网络转载,侵删
 ×
×



