

来源:网络转载更新时间:2020-09-02 10:54:08点击次数:5067次
1引言
随着工业生产技术对自动化程度的要求越来越高,大型自动化生产线的电气控制系统大多是基于以太网或其它总线,以工业控制计算机作为上位机来监控整个生产过程,智能仪表或PLC作为下位机直接控制生产工艺流程,构成了二级计算机自动控制系统。但对于控制界面内容要求比较简单的小型控制系统,如釆用以上系统就存在结构复杂、成本高、占用空间大等缺点。针对上述问题,可以利用PLC通用灵活、可靠性高、扩展能力强、易于编程等优点,通过与触摸屏结合使用实现上位监控,触摸屏代替上位工控机键盘和界面,完成对设备功能的设置、显示、报警,PLC根据生产工艺要求直接对设备进行控制,同时又与充当下位机的智能仪表通信,构成二级自动控制系统,完全能实现生产过程的控制和控制参数的可视化。
2控制系统硬件组成及程序结构
下面以一个实际的物品称重系统来说明称重二级控制方式。该控制系统选用松下电工生产的FP0-C14可编程序控制器和分辨率为128x64的GTO1微型触摸屏以及上海寺冈电子有限公司生产的DI-200电子秤,另外还配有光电位置传感器及电磁阀驱动气缸等,其完成的功能是实时检测行走物品的重量,通过将直接设定目标值与实际测得值进行比较,然后执行相应动作把不合格物品剔除。控制系统硬件组成如图1所示。
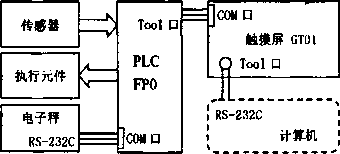
图1控制系统结构图
PLC和触摸屏组合共同作为上位机,它们各自有两个通信端口。触摸屏Tool口与计算机RS-232C口相连,COM口与PLC的Tool口相连,编程时利用触摸屏的穿越功能,可以由计算机直接调试PLC11',即利用它们各自的编程软件就可以在触摸屏与PLC之间传递数据的同时,对PLC进行调试。
电子称重仪表作为下位机,用来完成对行走物品自动称重,它具挡板1光眼1电子秤光眼2滾轮推板光眼3挡板2有数据输出速度快、精度高、稳定性好、功能设定方便等特点,所拥有1的全透明、高效的网络化标准串行通信接口(RS-232C或RS-422),可实现PLC与仪表间完全的数据传送和控制。
三级滚轮式传送机构驱动物品在上行走,每级长500cm、宽450cm,它们具有独立的电机驱动装置。传送机构俯视图如图2所示。
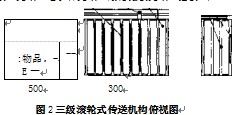
中间级是称重部分,它的滚轮和传动机构全部安装在电子秤的上方,传输速度由变频调速器控制,且可以任意设定。PLC的1/0控制端口分别连接位置传感器和各类执行元件,如霍尔光电传感器和微型气缸等,通过它们检测物品位置,完成挡板的抬起、放下和推出、收回等动作。
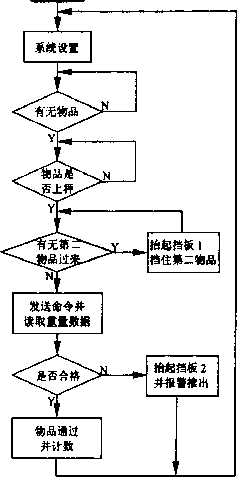
系统流程结构框图如图3所示。
3触摸屏画面设计
系统中使用GT01触摸屏作为上位监控,可以显示现场信号、实时报警并对控制点进行设置。GT01触摸屏实际上是一个内部含有CPU、内存、总线控制器的专用单片微型计算机系统,其单片机可以通过串行接口与各种类型的PLC连接,实现串行通信囚。 .
GTWIN是触摸屏编辑专用软件,通过计算机可以编辑触摸屏画面。监控系统由图4所示的8个画面组成。8个画面之间建立了链接,同时触摸屏上各类组件的内存单元与PLC中数字存储区的单元相关联,构成系统整体监控。
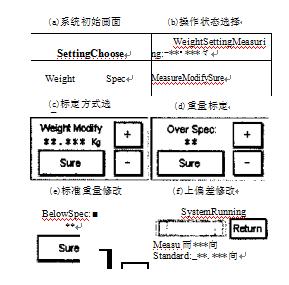

其中,系统初始画面(图4a)显示控制系统的名称,触摸功能开关组件"开始”按钮后,切换到操作状态选择画面(图4b);操作状态选择画面包括参数“设置”和“运行”按钮,触摸“设置”按钮后切换到标定方式选择画面(图4c),它可以进入重量标定和上、下偏差修改画面;在重量标定画面(图4d),触摸“测试”按钮会在数据组件上显示当前被测样品的数值,触摸“修改”按钮则切换到标准重量修改画面(图4e),触摸“确定”按钮返回到操作状态选择画面;在标准重量修改画面,利用“递增”或“递减”按钮改变被测物品的标准重量目标值,触摸“确定”按钮后该数值就被送入到PLC目标值保存单元并返回到标定方式选择画面;触摸“偏差”按钮后切换到上偏差修改画面(图4f),它可修改上限误差值,触摸“确定”按钮后保存上偏差数据,同时画面切换到下偏差修改画面(图4g);下偏差修改画面可修改下限误差值,触摸“确定”按钮后保存下偏差数据并返回到操作状态选择画面,触摸“运行”按钮就切换到系统运行画面(图4h);在系统运行画面中,数据组件可显示标定值和实际测量值,同时通过灯组件可显示测量值越限时的报警状态,根据灯组件的开与关的状态就能确定报警原因。
4PLC与电子秤通信
PLC作为上位机是整个系统的核心,PLC与电子称重仪表(下位机)之间通过RS-232C通信电缆连接,双方规定好串行异步通信协议并构成主从式应答关系,整个系统完全由PLC进行管理。
4.1PLC系统寄存器的设置
用FPWINGR编程软件对决定PLC串行通信规格的系统寄存器No.412-418进行设置,其中将指定接收缓冲区起始地址的No.417设置为1000,指定接收缓冲区容量的No.418设置为20。
4.2通信应答关系
PLC和电子秤之间的通信应答关系如图5所示。以PLC作为主机向从机电子秤发出命令后,电子秤按照预先设定的命令模式产生响应,将实际的稳定后的重量信息以ASCH编码的格式传送给PLC。电子秤通信文本数据格式见表1。
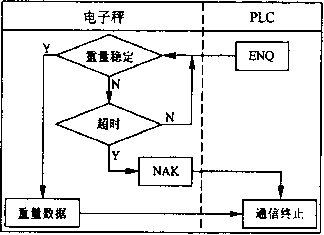
图5通信应答关系图
4.3PLC发出命令、读取数据
PLC用F0(MV)数据传输指令将被传送的命令数据写到从S+1(DT201)开始的区域,用Fll(COPY)块传输指令将接收缓冲区清空,然后用F144(TRNS)串行通信指令将命令数据发出,同时PLC处于接收操作准备状态。
[FOMV,H5.DT201]
[FllCOPY,HO,DT1000,DT1020]
[F144TRNS,DT200.K1]
在命令模式下,电子秤接收到PLC的命令数据后,其将测得的重量数据以先高位后低位的顺序发出,数据格式如下:
xxx.xxxCRLF
其中x、.、CR和LF均代表自身的ASCH编码PLC将传送来的数据存放在接收缓冲区第2个字(DT1001)开始的区域中。在接收和存储数据的同时,PLC将接收到的字节数自动存储在接收缓冲区首字(DT1000)中。稍加延时后,比较接收到的字节数,大于8时表明接收到的数据有效,然后提取有效数据位进行数据转换和计算。
[>DT1000,K8]
[F76ABIN,DT1001,K3,DT500]
[F76ABIN,DT1003,K3,DT502]
[F89EXT,DT500]
25V的电解电容,DW1型号为1N5349,稳定电压12V;经C2滤波,DW2稳压后为绝缘监测、高电压监察、低电压监察三个电路的电压比较器提供6V基准电压,C2滤波电容选用100P.F/16V电解电容,DW2可选1N4735,稳定电压6V。时、股、叼为三个电路的整定电位器,叩1为10K,IF2和JF3选用WX13-U-1W4.7KO带自锁的电位器。BG1-BG3为功率开关管MJF13005。
C3、C5滤波电容选用10p.F/160V电解电容,可以滤除因电位器抖动而引起的毛刺电压,防止继电器误动作和在临界点振荡现象。C4为103瓷片电容,与R11组成低通滤波电路,去除高频干扰,防止振荡。本电路釆用两块集成芯片,IC1为光电耦合器,型号为4N35;IC2为LM324,内含四个独立的高增益、内部频率补偿运放,可在单电源下工作,本电路为IC2提供的12V直流工作电源。
5结束语
本系统中PLC和触摸屏的配合使用,省却了大量现场的按钮开关、指示灯等易耗配件,大大提髙了系统的可靠性,改善了PLC控制系统的操作性能,利用PLC和智能仪表构成二级控制系统(也可釆用1:N链接方式)与上位工控机构成的监控系统相比,具有体积小、结构简单、功耗低、安装方便、性能稳定等特点,可广泛用于各类小型自动化检测控制生产线。
文章来源于网络转载,侵删
 ×
×



