

来源:网络转载更新时间:2020-08-21 10:37:04点击次数:4067次
由于可编程控制器的高性价比、高可靠性、可维护性以及灵活的编程功能,使其在包装机械控制领域得到广泛应用。
1在包装检测技术中的应用
图1是检测出包装生产线上是否有次品并将其剔除。光电开关PH1的信号作为移位寄存器SFT的数据输入信号,当检测到一个次品时,PH1变为ON,其余时间为OFF。光电开关PH2的信号作为SFT的移位脉冲输入信号,每检测到一个产品就产生一个脉冲,产品之间的间隔是固定的。
PH1检测到一个次品,移位寄存器就开始跟踪,直到它到达传送带上的一个预定位置时,电磁阀MV动作,控制汽缸将次品推出。而正品则继续随传送带前行。次品排出时光电开关PH3检测出,该信号作为SFT和电磁阀MV的复位信号。
这样的系统若用传统继电器实现是很麻烦的,而用PLC则很简单。只用2个内部专用指令,编制这样1个简单的小程序即可实现。外围设备也十分简单,由几个输入光电开关、1个电磁阀即可构成这样的检测系统,大大简化了外部接线。而且可以随时根据需要更改程序。
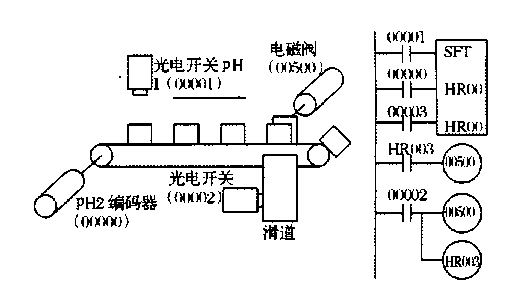
图1物流检测示意图及其梯形图
2包装生产流水线的称重控制
在粉料称重计量系统中,开始计量时,气缸打开放料闸门,粉料从料仓内落入包装袋中,力传感器检测到的压力值转换成电压信号,该信号等于称重设定值时,控制装置停止落料,经延时后,进行推包动作,然后复位,完成一次装袋称重计量过程。在此系统中,用到了给料电磁阀和气缸、力传感器、推包电磁阀和气缸等装置,现场的信号有检测力传感器模拟量4路、启动按钮开关量4路以及驱动电磁阀开关量8路,因此PLC的配置为模拟量输入4点,数字量输入4点,数字量输出8点。
根据工艺流程及输入输出点数,可以选择OMRON的C20P来实现任务,C20P共12个输入点,8个输出点,有1个RS232通信/编程口,机内有24VDC电源。此系统用4个数字量输入点DI0~DI3接入1#~4#工位的4路启动按钮,8个数字量输出点D00~D07分别驱动1#~4#工位的称重与推包电磁阀。再扩展一个模拟量输入模块(C4K-AD)4路A/D模块,MA+、MA-~MD+、MD-接收1#~4#力传感器经放大后的电压信号。为了将电压信号放大,须自制一块信号放大板,把力传感器检测到的重量mV信号放大到模拟量扩展模块的输入量程范围,并向传感器提供12VDC电源。上述配置可完成4路粉料袋装的检测、称重控制等功能。
3在包装机械计数功能中的应用
3.1计数功能
一些包装机械在生产过程中,需要对产品的数量进行计数。如图3所示,有一包装机,要对产品进行盒包装。每个产品称为一个包裹。盒包装有两种规格,大盒为6个包裹,小盒为4个包裹。当包裹数量达到要求时,电机1带动运动制动器上移至上限位,停止包裹下落,同时电机2带动推压器将包裹推下进行包装。然后电机2带动推压器返回,电机1带动运动制动器下移至下限位,使包裹继续下落,进行下一盒包装。
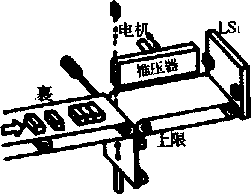
包装机工作示意图
在该任务中,包裹被任意地放在传送带上,有些包裹靠在一起,而有些离得很远,只用光电开关对包裹进行检测计数是不可52万方数据能的。利用高速计数器可以较高的频率计数这一特点,设置1个脉冲源,在光电开关检测到有包裹时让高速计数器计数。脉冲源利用旋转编码器,它与传送带一起转动,于是根据高速计数的个数便可推断出下落的包裹数是否已达到指定数量。因此,该任务中的输入信号有高频脉冲源、有无包裹检测信号、大小盒包装选择开关、运动制动器的上下限位信号、推压器的前后限位信号,共有7个输入信号;而输出信号有制动器上升和下降、推压器前进和后退4个信号。因此,该任务用C20P主机箱即可实现。其输入输出信号及内存分配如下:
输入信号:脉冲源0000
包裹检测0002
推压器后限0003推压器前限0004制动器上限0005制动器下限0006大、小盒选择0007ON为大盒,OFF为小盒
输出信号:制动器上升0500
制动器下降0501推压器前进0502推压器后退0503
当包裹检测信号0002为ON时开始计数,即用包裹检测信号作为执行高速计数器指令的条件。高速计数器在首次上电及运动制动器上移至上限时复位。PLC刚进入执行程序状态时,内部特殊继电器1815为ON一个扫描周期,DM32~DM35传入高速计数的两个范围的上、下限值,高速计数器复位为0。图4所示程序中的MOV指令用于传送数据,如果是小盒包装,则大、小盒选择开关0007为OFF,包裹检测信号0002为ON,高速计数器计数;若输送1个包裹长度脉冲源发生200个脉冲,则设置计数值在950~1050范围内时,高速计数器输出通道HR0的bit00即HR000为ON,输出0500得电制动器上移。如果是大盒包装,则大、小盒选择开关0007为ON,高速计数器计数值在1450~1550范围内时HR001为ON,输出0500得电,制动器上移。
3.2定长裁切
要对某种成卷的带材按固定长度裁开,也可用高速计数器实现。在这样的系统中,也用旋转编码器测量带材的长度,长度符合要求后将其裁断,例如包装袋的定长裁断。图5为带材剪切系统图。
在该系统中,共有4个输出:电机驱动、高低速控制、抱闸、切断机构。这4个输出的动作过程为:松闸,电机低速启动;电机高速运行;到达预定位置之前低速运行;到达预定位置时电机停,抱闸制动,切断机构动作,切断带材。高速计数器模块在预置方式下可方便地实现该任务。利用旋转编码器的脉冲信号作为计数输入。
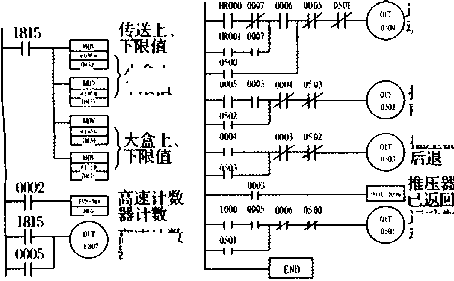
图4利用高速计数器实现定量包装的梯形图
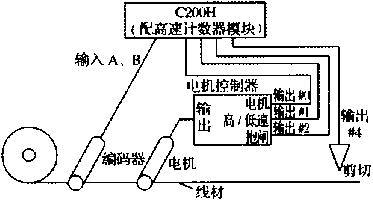
图5帯材剪切系统图
4在温度控制中的应用
温度控制在包装机械中也很重要。例如:在立式液体灌装包装机中,由于塑料袋封口温度要求不高,可采用伯热电阻温度传感器模块TS101/102,它的测量范围为-50+~400+。温度传感器安装在加热电极上,它可检测并采集来自加热电极的温度模拟量数据(电压或电流),并将温度变量送到温度传感器模块自动进行A/D转换,最后转换成以BCD数码表示的温度值并送入PLC。如果PLC和触摸屏连接起来,现场的实际温度值可在触摸屏上实时显示出来。
根据塑料袋材料的受热变形性能,确定适宜的温度范围。在PLC程序中,设定1个数据区的3个通道DM0000、DM0001和DM0002。DM0000为温度传感器检测到的实际温度,DM0001为设定的温度上限,DM0002则为设定的温度下限。温度传感器检测到加热电极的温度后,把温度值送到DM0000中,在PLC程序中,DM0000和DM0001、DM0002比较,如果实际温度在允许范围内,PLC使封头动作,完成封口;如果不在范围内,热封头不动作,并调整加热电极中电流的大小直到温度达到允许范围内,封头才能动作。在温度或其他模拟量高精度控制场合,常利用PLC的PID指令对被控量进行比例、微分、积分控制;其输出又可按系统和执行器的要求分为2类:使用D/A转换器输出模拟量;使用高速输出点(晶体管、晶闸管输出点)输出PWM脉冲宽度调制信号。
5PLC结合触摸屏的应用
可编程控制器目前广泛应用于自动化控制领域中,但它本身不具备人机界面功能。当需要对工作状态进行实时监控时,PLC往往被工控机代替。当生产工艺需要经常修改设定参数时,PLC系统设置就显得非常不便且难以向现场操作工人开放,触摸屏的出现弥补了这一局限性,为PLC的推广应用开拓了一个新的领域。触摸屏和PLC有很好的兼容性,可以和绝大多数主流PLC直接连接。
在软件方面,可以使用触摸屏专用软件,就能很好地和PLC程序相兼容,从而实现触摸屏直接控制设备的运行。例如:运行MT500系列触摸屏人机界面软件Easybuilder后,在主菜单中,点击“编辑”出现下拉菜单,然后再打开“系统参数”对话框,在这里,可以根据选择好的PLC,设定好各项参数后,然后就可以在主编辑窗口中,根据在触摸屏上所要显示的各个工序、数据以及手动控制按钮等来设置好不同的元件,每个元件由分配在PLC中的位地址或字地址来触发。最后,编译无错后,就可以运行使用了。
为了能直观地监视生产情况,例如:包装流水生产线的每个工序、温度控制、产品定量定长控制以及产品数量的累计等,这些都可通过触摸屏上显示出来。这样操作员可以清楚地控制生产,工程人员也可以直接在现场进行调试和修改。
6结语
与工控机、单片机相比,可编程控制器广泛应用,使包装机械自动控制系统的开发更加简单,周期更短,使用更可靠、维护更简便,大大地提高了经济效益。
文章来源于网络转载,侵删
 ×
×



