

来源:更新时间:2020-08-21 10:28:50点击次数:4777次
1包装机控制原理
用于均质粉、细颗粒膏状物料的自动包装机属于机电一体化设备,具有制袋、充填、封口、日期打印及切断膜袋等功能。其控制原理图见图1
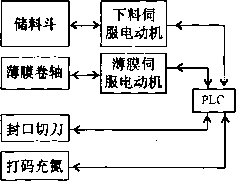
PLC控制薄膜伺服电动机,牵引薄膜架上的卷轴,使一个完整膜袋的薄膜行进到工作区,并从纵横两个方向对膜袋进行密封;同时,PLC控制下料伺服电动机带动螺杆将储料斗中的物料定量输送到正在密封的筒形膜袋中。密封过程中需充入氮气,在膜袋上打印日期并切断膜袋,完成一个工作循环。
工作循环周期时间由工作速度决定,即T=1min包装袋数。工作速度取决于袋长和装袋量。
2PLC接线
PLC采用某公司MicroLogix1500型PLC,图2、图3分别为PLC控制系统的开关量输入、输岀接线。
1769-IQ16型16点DC24V电流型数字量输入模块,可分两组(8点共一个24V电源)。1769-0B16为16点DC24V电流型数字量输出模块。
另外,包装机系统还配有1769-IT6型6点支持热电偶和mV信号的温度输入模块及人机界面(可设置参数并监控系统)。人机界面产品选用
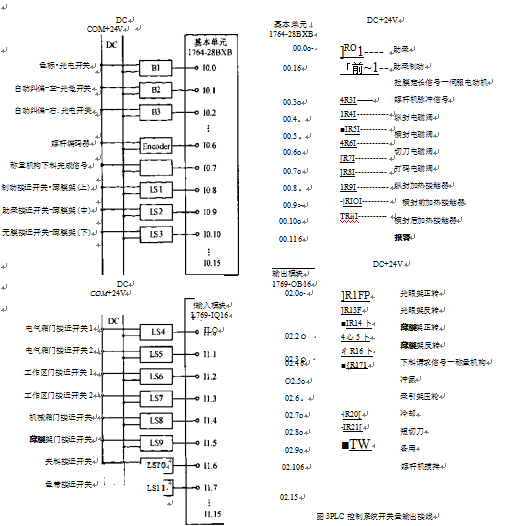
图2PLC控制系统升关输入接线
某公司的PanelView操作员终端,型号为2711-T6C16L1,5.7英寸带DF1通信端口和PS232打印机接口。人机界面与PLC通过DF1通信,通信电缆型号为2711-NC13。
3软件设计
控制系统软件设计由PLC和HMI两部分程序构成。PLC采用某公司RSLogix500编程软件,人机界面采用某公司的PanelBuilder32软件编程,实现操作人员同PLC之间的对话,并设有密码保护。现对包装机时序和伺服电动机控制予以说明。
3.1时序分析
自动包装机是一个典型的时序控制系统,图4为包装机的时序分析图。
图4中,下料工作时间T11由装袋重量和下料速度决定,即7,11(mS)=装袋重量(g)X脉冲当量(每g脉冲数)/伺服电动机工作频率X1000;牵引工作时间T12由袋长和牵引速度决定,即^(ms)=袋长(mm)x脉冲当量(每mm的脉冲数)/伺服电动机工作频率x1000;横封工作时间T13包含横封前进时间和横封咬合时间;纵封工作时间T14包含纵封前进时间和纵封咬合时间。
横封工作的循环作为整个工作循环的标志,丁3+43《7。为确保系统能够正常工作,各定时器
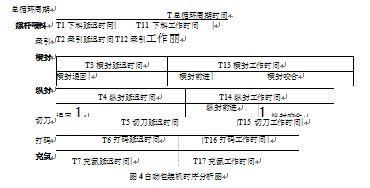
之间要保证以下逻辑关系。
(1)下料延迟时间L>牵引延迟时间&;
(2)在横封真正咬合前,必须完成牵引,否则会引起故障,即7\+九《乌+横封前进时间;
(3)在横封真正咬合前,必须完成下料,否则会引起故障,即T2+Tl2^T3+横封前进时间;
(4)必须牵引完成后才能开始纵封,即T’NT2+『12;
(5)必须在横封咬合后才可以切断,即%>乌;
(6)必须在牵引完成后才可以打码,即T6>T2+丁12;
(7)必须开始下料后才能充氮气,否则无法下料,即r7>rto
3.2伺服电动机控制
PLC基本单元1764-28BXB的2、3通道可在电流限制范围内被用作高速输出点,组态为PTO输岀(PulseTrainOutput脉冲串输出),分别控制薄膜伺服电动机和下料伺服电动机的脉冲分布曲线。在RSLogix500的“FunctionFiles内可找到PTO:0和PTO:1两个元素,可组态PTO,也允许控制程序读写关于脉冲串输出的信息。图5为FunctionFile对话框及主程序画面。
PLC程序用到的PTO子元素有:
OUT:输出,定义PTO指令所控制的输出点号。
DN:完成,表示定长计数完成,检测到此信号后停止电动机。
OF:设定伺服电动机的输出频率,由所驱动的设备、机械结构、移动部件决定,范围为0~20000。薄膜伺服电动机和下料伺服电动机分别为10000和20000,此设定可在HMI上修改。
TOP:设定脉冲总数,即需要PTO产生的输出脉冲总数(包括加速、减速阶段在内)。薄膜伺服电动机脉冲总数=膜袋长度x脉冲当量,下料伺服电动机脉冲总数=装袋重量x脉冲当量。脉冲当量、膜袋长度、装袋重量均可在HMI上设定。
同时,还可设定测试模式下电动机脉冲点动输出频率。

4其他功能
横封和纵封的温度控制通过接触器实现,RSLogix500支持的PID占空比输出方式使接触器避免频繁熄合断开,可延长其使用寿命。
包装机连续运行一段时间后,薄膜架位置有可能偏移,导致薄膜张力不均匀。该包装机系统支持手/自动调整薄膜架,手动模式下可直接点动电动机左移或右移;自动模式下靠检测左右侧的光电开关动作电动机。
5结语
该包装机充分利用了RockwellMicroLogix1500型PLC的特点,结合人机界面,实现了对一款应用范围广的包装机的智能控制。经过测试,其定量速度可达70袋/min,计量准确度为±1%。目前,此包装机已远销国内外,得到了广泛应用。
文章来源于网络转载,侵删
 ×
×



