

来源:更新时间:2020-08-19 11:17:57点击次数:5289次
现阶段目前市面上的气调包装机所釆用的汽体换置方法关键有二种:一是汽体清洗式,便是持续向包装材料内充进混合气,运用此气旋将包装材料中的气体祛除出去,随后马上密封。这类充气包装包装方式能够 将包装材料内的氧气含量从约21%减少到2%~5%。但缺陷是混合气耗费较大 ,且包装材料内残氧浓度较高,故不适合对氧比较敏感食品包装材料,但因为不真空包装并持续打气,设备生产制造高效率。二是真空泵赔偿式,此方法基本原理是先将包装材料置放在密闭式的室内空间中,再运用机械泵抽出来密封性房间内的气体,随后充进混合气至所需工作压力,随后再对礼品盒开展热封。此类换置方法能够 获得很高的汽体精密度(co2含量<0.5%),可是因为要产生密封性腔并各自对其开展抽充汽体,故所需時间较长,减少了生产效率。根据之上现况,文中明确提出了一种新的气调包装机方案设计,综合性了之上二种汽体换置方法的优势,即完成了较高汽体换置精密度规定,又可持续化生产制造,确保了生产率。对事后进一步的设计开发出示了具体的参照。
1机械设备设计规定以及整体构造
1.1设计方案规定
此新型充气包装包装机械设备应用汽体清洗式的换置方法,以降低汽体换置所需時间,提髙商品生产效率;确保历经汽体换置后,礼品盒内的混合气精密度做到所设计方案的规定(氧气含量小于1%);完成礼品盒的进盒、封合、裁剪、出盒等姿势的持续开展。
机器设备开展一个包裝循环系统所进行的包裝工艺流程:以装鲜果的礼品盒运输一礼品盒进到待装工序一礼品盒进入下模芯一下模芯挪动、覆合上膜一密封性左右模一汽体换置一线上可燃气体检测一热封裁剪一开模一包裝商品送出一下一循环系统。
此包裝循环系统的实行姿势较多,而且反复回收再利用强,故釆用起动气动式駆动和传动齿轮接口方式来相互完成自动控制系统。并对左右模腔开展模块化,有利于拆换以生产制造不一样样子的盒式商品,实用性强。
1.2整体总体设计
此气调包装机的整体结构示意图如下图1所显示,整个设备关键由五绝大多数,即传输系统软件、薄
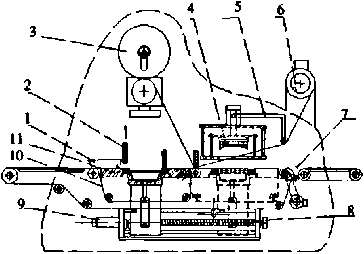
图1全自动包装机总体构造示意图
I-预制构件盒2-隔板3-热封塑料薄膜4-下模设备
5-压杵设备6-塑料薄膜收购 设备7-感应器
8-矩形煤杆9-下模巻动设备10-输送皮带
II-上模设备
膜运输系统软件、下模设备、上模设备、上模升降系统构成。由图例能够 见到,全部机器设备创立式合理布局,输送皮带水准坐落于机器设备前端开发,上模升降系统9固连于机器设备下边,上模设备11下方与上模升降系统9相接,上方根据导槽与机器设备相接,另外根据四个导辗正确引导输送皮带的运作,全部上模设备由上模升降系统9驱动器开展上下挪动。塑料薄膜运输系统软件坐落于机器设备的上端,由塑料薄膜齿轮传动和塑料薄膜收购 设备构成。下模设备坐落于机器设备的右后端开发,可根据驱动器组织完成左右的挪动,进而与上模设备相互配合,完成小盒子的热封和裁剪。
1.3包裝工艺流程流程表
新型盒式气调包装机的实际包裝工艺流程叙述如下,见图2:
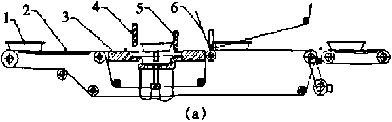
a)小盒子进到上模设备开展精准定位(见图2a)。
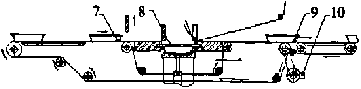
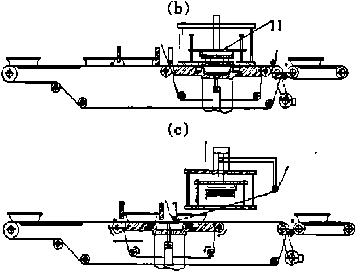
图2盒式调全自动包装机工作内容提示图
1-预制构件盒2-输送皮带3-上模设备4、5-隔板
6-热封塑料薄膜7、9-感应器8-正中间板
10-电动机11-下模设备
已装蔬菜水果商品的小盒子1由左侧进到到输送带2,伴随着输送带2右挪动,直至碰到挡片4止,这时上模设备11也恰好抵达升降系统的最左侧,因此坐落于小盒子侧面的感应器传出到位数据信号,挡片4升高,小盒子在输送带的推动下进到下模腔中。
b) 小盒子运输、真空包装(见图6b)。这时上模升降系统上的电动机翻转,推动上模设备在矩形框挤出机螺杆上往右边挪动,另外上模设备中的正中间板(见图3)在中小型汽缸的功效下由里向外挪动,直至遮盖并另外密封性全部小盒子。正中间板挪动及时以后即对下模芯中由正中间板、小盒子、下模芯外壁构成的密封性室内空间开展气体换置,以后正中间板撤出,所述姿势在下模芯由最左端挪动到最右端过程中进行。
c) 小盒子的热封、裁剪(见图2c)。于此同时下模设备H降低,压杆设备5(见图1)在推动力的功效下舒张压,直至推动塑料薄膜处在水准部位,然后下模设备11再次舒张压使塑料薄膜处在下模设备的下模版和上模设备3的上模版中间,确保了在中间板撤出后混合气依然处在密闭空间中,另外气体检测设备对密闭空间中的混合气开展检验,并发信号,将不合格品在以后的工艺流程中去除。然后下模设备11中的封合设备在汽缸的功效下舒张压,对小盒子开展热封合并另外裁剪成模块盒。
d)出模、岀盒(见图2d)。最终,下模设备升高,封合室打开,上模设备3中的气缸将已包裝好的小盒子顶起,使小盒子底端与输送皮带平行面,另外上模升降系统9(见图1)上的电动机翻转,推动上模设备3向最左方挪动,因此小盒子抵着隔板以后上到输送皮带2上,然后由输送皮带輸出或由去除设备开展去除。这般进行一个工作中循环系统。
2关键构造以及结构设计
2.1上模设备
上模设备的内壁与成形盒的样子基本一致,另外可对于不一样的盒型拆换不一样的内壁。上模设备(见图3)关键由四大一部分构成,在其中正中间板
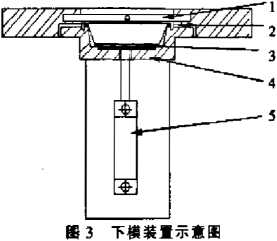
i-正中间板2-气管3-垫块4-下模版5-汽紅
1嵌入在下模版4中,由安裝在下模版4后边的中小型气缸驱动器,可在下模版4内的导槽中前后左右往返挪动,并根据本身内的出气孔进行对小盒子的抽真空、打气。在其中出气孔的遍布可依据盒里氛围的规定开展计划方案。垫块3的功效是调整盒于上沿与正中间板1中间的间距,以维持正中间板1在挪动过程中不会会推动小盒子,造成小盒子的移位。另外维持小盒子底端的整平,有益封合的开展。
时下模设备由上模升降系统推动,运作到下模升降系统的最左方时,正中间板1在气缸的推动下向后挪动,直至撤出进盒所需的室内空间,另外气缸5往上顶起,促使正中间板的上平面图和输送皮带的平面图保持一致,以后小盒子在输送皮带的推动下进到到正中间板上,以后气缸5降低到最底端,下模芯刚开始向右方运作。此外,下模芯中的限位开关发信号,正中间板1在气缸的功效下往前挪动到最前端开发,彻底遮盖住全部小盒子,然后另外接入机械泵和充气泵,对小盒子开展真空包装和充入维护汽体.全部姿势在下模芯从上模升降系统的最左方挪动到最右端过程中进行,以后进到热封裁剪工艺流程。
2.2热封裁剪设备
当小盒子在下模腔中完成了抽、打气的工作中以后,就进到到热封裁剪工作区域开展热封、裁剪的解决。
热封裁剪设备根据与下模设备的相互功效,将礼品盒解决成单独的包裝模块。其构造如图16所显示。在其中热封设备3和裁剪设备4固连在上
图4热封裁剪设备平面图
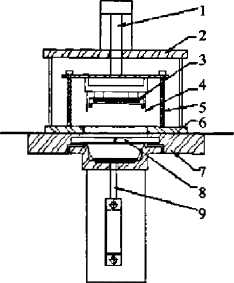
2-下模支撑柱3-电加热器4-切割刀5-弹簧6-上模压板 7-下模版8-正中间板9-汽紅
模设备的横板上,横板下方根据弹簧5支撑点,上方与气缸1固连,气缸1推动热封裁剪工作部左右挪动。
时下模进到到热封、裁剪地区时,其上的热封塑料薄膜也另外走刀及时,左右模开始工作,操作步骤以下:
(1) 与下模设备固连的联接组织工作中,推动下模下压,将塑料薄膜固定不动在上模和上膜下板中间。
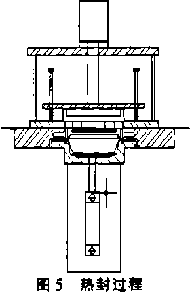
(2) 待塑料薄膜彻底遮盖住进盒口后,正中间板8在气缸的推动下向倒退岀,气缸9往上顶起小盒子,另外气缸1推动热封设备3和裁剪设备4向下压。见图5。
(3) 在热封裁剪设备降低全过程之中,热封设备3先将塑料薄膜压着开展热封,以后切割刀4才对塑料薄膜开展裁剪。当汽紅1的支撑杆外伸最多时,塑料薄膜被彻底断开。到此,进行一个剪压全过程。见图5。
在其中,切割刀的样子能够 依据小盒子的外观设计进
行调节,以融入不一样盒型,热封裁剪进行后,塑料薄膜边角余料根据收购 程开展搜集,另外搞好下一批小盒子所需塑料薄膜的提前准备。
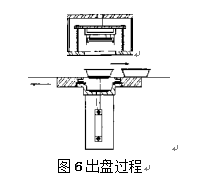
以上姿势进行以后,上膜设备升高,另外气缸9再次上顶,直至小盒子上沿与上模上表层平行面。见图6,以后上模设备往左边挪动,小盒子在隔板的功效下停下来,直至小盒子底端触碰到再次往左边挪动的与上模固连的输送皮带,以后在其推动下向右方挪动,直至进到到商品搜集输送皮带上,到此进行小盒子的輸出。
3总结
本气调包装机的方案设计是在参照了英国全新食品真空包装机技术性的基本上,融合科技创新的有关技术性研发出去的。其与众不同的运输构造另外完成了进盒和出盒的工作中,不必独立配置相对的出入盒设备,使机器设备更加简单化和紧凑型。另外将现行标准机器设备在同一工序上开展抽、打气,再开展热封的工艺流程开展了溶解,促使小盒子在运输全过程之中即完成了抽、打气的工作中,进一步缩小了上班时间,提升了工作效能。另外此机器设备具备优良的实用性,并可在输送机前端开发改装热塑性盒成形设备,加上左右模都为模块化,并配上相对的数控刀片,能够 包裝不一样样子,不一样规格型号的各种商品。
此机器设备的设计方案生产效率可做到8-12个循环系统/min,根据对盒里的汽体换置全过程仿真模拟,小盒子内汽体换置精密度达到99.2%之上,是一项具备具体生产制造实际意义的气调包装机方案设计。
文章来源于网络转载,侵删
 ×
×



