

来源:网络转载更新时间:2020-08-19 10:35:10点击次数:5246次
1国内外技术现状与发展趋势
建国几十年来,经过我国几代技术人员的不懈努力,我国铝带箔加工工艺技术及设备装机水平有了长足的进步,特别是近几年来,随着生活水平的提高,医药箔、食品包装箔需求量剧增,新的大型铝板带箔加工厂相继上马,老厂也在不断进行技术改造,轧机及辅助生产设备的装机水平有了显著的提高,但与国外发达国家相比还有一定的差距。国外生产企业成品铝带卷包装都采用自动化包装,而我国基本上采用人工包装,只有个别铝加工厂家引进了国外的包装设备,这一技术我国是一项空白。据笔者掌握的情况,国内只有西南铝加工厂于1996年从德国某公司引进了1套10t铝带卷自动包装机列,当时的价格为169.8万美元,折合人民币约1400万元,而我公收稿日期:2009-02-20司新开发的该类型设备却远远低于这个价格。另外经初步估算,釆用人工方法包装一吨铝带卷需人民币23元,采用机械自动化包装设备包装一吨铝带卷需人民币18元,包装每一吨铝带卷可节约5元,对一个年产20万吨铝板带生产厂每年可节约100万元,这是一个相当可观的数字。该项目的开发成功不仅可保证包装质量,满足生产需要,节约外汇,降低建设成本,且可降低生产成本,提髙经济效益,同时也符合我国进口设备国产化的有关要求。
2首台国产铝带卷包装机列
洛阳某设备有限公司针对国内铝带卷包装现状,自主设计开发了我国第一台铝带卷包装机列(图1、图2),并于2005年末与中铝河南某有限公司洛阳冷轧厂签订了设计、制造、安装调试一条龙的供货合同。该机列于2007年顺利试车成功,投入生产使用后取得了令人满意的效果,于同年8月顺利通过验收。该机列的主要工艺过程、组成、性能及应用效果介绍如下。
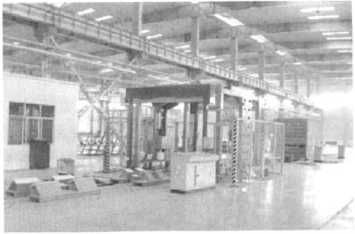

图1首台国产铝带卷包装机列


图2铝带卷包装机列工作状态
2.1工艺过程
铝带卷包装机列的工艺流程
由吊车上料一称净重一-塑料薄膜缠绕f纸板包圆柱面、端面和护边包装f加木托座一A称毛重f捆扌就托座f输送离线
2.2.1储料座及步进送料装置
该装置由步进梁机构、固定带卷支承料座、鞍座式电子称重装置、带驱动的托辐等组成,其主要作用是将带卷输送到翻卷装置工位,并进行带卷净重的测量和产品标签打印。
2.2.2塑料拉伸膜缠绕机
塑料拉伸膜缠绕机是该机列的核心部分(图4),在可调数字参数程序控制下按要求的层数用塑料拉伸膜将被包装卷材包装严密。主要由钢结构架体、卷径测量装置、水平释放装置、回转缠绕装置、水平导向相等组成,并且还配有紧急锁和一个操作人员出入的安全栅栏和两个卷帘门。
2.2.3捆扎装置(一)
该装置由进口手持式气动PET带联合捆扎机、平衡吊具、立柱式摆动梁和滑动小车组成,人工穿带后联合捆扎机依次完成PET带的拉紧、粘结和切断。
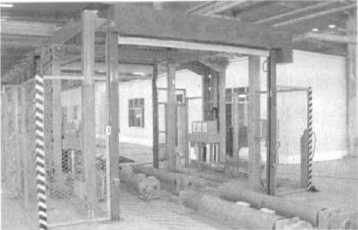
图4塑料拉伸膜缠绕机
2.2.4翻卷装置
该装置是本机列的另一个重要部分(图5),由钢结构底座、移动机构、升降机构、对中机构、辗道和旋转体组成,可根据包装要求,将带卷旋转90。或直接靠住水平卧卷或垂直立卷包装用的木底座,通过翻转将带卷按要求放置在木底座上,通过辐道将放置在木底座的带卷运出翻卷装置至下一个工位。
2.2.5辗道式称重装置
辐道式称重装置负责带卷毛重的测量,并将带卷数据连续打印出来,主要由驱动辐道和称重模块组成。
2.2.6捆扎装置(二)
该装置采用进口免扣钢带联合捆扎机和装在立柱式摆动梁滑动小车上的平衡吊具,用钢捆扎带将纸板包装好的带卷同木底座捆扎到一起,提高打包效率。
2.2.7捆扎回转台
捆扎回转台由钢结构架体、驱动辐道、回转支承和驱动电机等组成,可用来接收来自辗道式称重装置的带有木底座带卷,并可根据捆扎要求将带卷在水平面上回转90。。
2.2.8储运辗道
储运辐道共有两组,每组由十根根子组成,每组辐道辐子由一个电机通过减速机、链轮、链条驱动,主要用于暂存包装完毕等待转运的带卷。
2-2.9液压系统
液压系统由Vickers柱塞泵、各种阀件和滤油器、压力传感器、温度计等组成,用于向机列设备各液压执行元件提供12-14MPa的压力油,并通过阀台控制各液压执行元件,准确完成执行动作。
2.2.10电气控制系统
由速度和张力控制系统、卷径测量系统、托辐速度跟随系统、PLC、上位机和各种电气元件组成。
2.3主要技术参数

图5翻卷装置
2.3.1包装材料及规格参数
塑料薄膜:厚0.03-0.08mm;宽200-300mm
硬纸板:厚3~5mm;宽800~1920mm
PET捆扎带:厚0.5-1.0mm;宽19(或25)mm捆扎钢带:厚0.5~0.9mm;宽32mm
木质底座:根据带卷的规格及包装形式制作,厚度200-300mm。
2.3.2包装带卷的尺寸规格
品种:铝及铝合金带卷
带卷宽度范围:B=800~1920mm
带卷最小、最大外径尺寸:吼”=800 =2000mm
带卷内径范围;中410、中510、中610mm
带卷最大卷重:W.“W15000kg
带卷温度:<50龙
2.3.3机列主要参数
机列生产能力:7~10卷/h
液压系统压力:14MPa
液压执行元件工作压力:10~12MPa
电源及电压范围:380V±10%,3相
220V±10%,2相
机列总的装机容量:AC140kW
压缩空气压力:0.4~0.6MPa
压缩空气用量:1.5m3/min
2.4主要特点
n——电机的额定转速,1450r/min;
1) 电机的效率,98%;
代入数值计算得知所选电机的功率即使在极限情况下也可充分满足使用要求。
4结束语
其实在轧制过程中出现上述最恶劣情况的概率很小,即使出现持续时间也非常短,一般约在10s以内,所以电气专业在选整个辐道交流多传动控制装置时应考虑到这一点,装置的容量不应是整组辐道电机最大容量的迭加,而应满足单独不同工况下电机功率的要求•,超过此值时,可设开关进行保护。
文章来源于网络转载,侵删
 ×
×



