

来源:网络转载更新时间:2020-08-19 10:22:47点击次数:3207次
0前言
现阶段,在我国地砖包裝领域多釆用人力包裝,其劳动效率大、生产率低、包裝成本增加。伴随着在我国“三农”现行政策的执行,因为薪水稍低、劳动效率大等缘故,民工已不想要从业地砖包裝领域已经是必然趋势⑴,而全自动瓷砖包装机的研制非常大水平上解决了上述难题。
文中以600x600规格型号瓷砖包装机为例子开展科学研究,该设备具备30块/min的全自动等级分类包裝工作能力,在其中,翻砖设备是用于确保地砖在堆摞时全方面、底底相对性,避免地砖在运送全过程中底边与瓷砖面上磨擦出現刮痕,危害地砖商品级别的关键构件。在具体运行中该设备存有输送带拉工作压力经常更改,地砖存有冲击性等缺点,比较严重危害了整个设备的工作中特性;因而,文中以瓷砖包装机的翻砖设备为目标,深入分析其翻砖机理,改善了瓷砖包装机翻砖设备,使其更强考虑地砖包裝工作状况规定。
1翻砖设备构造与原理
1.1翻砖设备构造
翻砖设备由地砖限位开关分系统1、传输架升降机分系统2、地砖旋转分系统3、传输架运输分系统4、地砖翻转机架5等构成,如图所示1所显示。
1.2翻砖设备的原理
传输架运输分系统4检验到地砖及时数据信号后,瓷
砖限位开关分系统1姿势,地砖限位开关分系统1保证 每2.5s有1块地砖进到翻砖设备,地砖限位开关分系统1隔板在.汽缸的促进下降低,地砖根据传输架运输分系统4往前运输,进到地砖翻砖槽,检验到地砖及时后,旋转分系统3开始工作,旋转分系统经2秒旋转地砖1次后停止工作,地砖掉入输送带上再次往前运输,进到摞砖设备。这时候下一块地砖已进到地砖限位开关分系统1,地砖隔板降低,另外传输架升降机分系统2接到命令升高,拉申传动带,使地砖不进到翻砖槽只是沿输送带立即开展运输,不旋转地砖,第二块地砖不旋转进到摞砖设备。依照所述工作内容,进到下一个工作中周期时间。
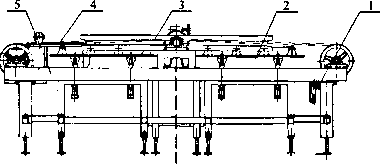
ffil畜砖设备正视图
Fig.1Frontalviewofoverturningdevice
2翻砖设备改进措施⑵
2.1关键存在的不足
本翻砖设备尽管构造简易、翻砖高效率,但翻砖设备在运行中,传输架升降机分系统在工作中全过程中经常地拉伸传动带,而地砖在运输全过程中则持续缩小传动带,经常拉压传动带造成 传动带的使用期大大缩短,对整个设备的工作中可靠性导致非常大危害;提升传动带长短能缓解这类拉压对传动带的损害,但另外会减少设备紧凑型度,二者互相分歧。
此外,地砖进到翻砖槽,在翻砖槽体旋转时,必定与翻砖槽产生磨擦,对地砖面有刮伤,在抵达翻砖槽底端后有很大刚性冲击性,至使地砖造成裂痕,比较严重危害商品级别。
2.2合适工作状况的运输分系统设计方案
2.2.1传动带数学分析模型13F
依据设计构思得知,危害传动带管理中心距。的要素关键有检修特点、成本费、翻砖设备紧凑型度和传动带的拉压经常度,将所述要素构成结合17,得
"2,“3,“4),式中:幻——检修便捷度;u2 成本费;
u3——设备紧凑型度;«4——拉压经常度。
设置各要素对。的权重值集为4,依据工作经验和设备本身的特点取
4=(0.4,0.1,0.2,0.3)。 (1)
创建单要素模糊评价引流矩阵
«=[Xi,X2,X3,X4]t, (2)
该引流矩阵原素由以下标准明确。
1)0对约隶属度的危害。管理中心距扩大,检修便捷水平也随着慢慢改进,但做到一定值后,再次扩大管理中心距具体对检修便捷水平已无多少改进了,隶属度也就已不提升了,故。对幻隶属度能为:
Xj=(0.1,0.2,0.3,0.4,0.4,0.4,0.4,0.4,0.4,0.4)。
2)O对临隶属度的危害。管理中心距扩大,成本上升,即。对“2隶属度减少,故。对“2隶属度能为:
X2=(1.0,0.9,0.8,0.7,0.6,0.5,0.4,0.3,0.2,0.1)。
3)0对%隶属度的危害。管理中心距扩大,设备紧凑型度减少,故。对“3隶属度能为:
X3=(1.0,0.9,0.8,0.7,0.6,0.5,0.4,0.3,0.2,0.1)。
4)O对“4隶属度的危害。管理中心距扩大,传动带被拉压度相对性变弱,故。对“4隶属度能为:
X4=(0.1,0.2,0.3,0.4,0.5,0.6,0.7,0.8,0.9,1.0)o由评价指标体系B=AR并将式(1)和(2)带入得:
B=(b}, felo)=(0.2,0.2,0.3,0.4,0.4,0.4,0.4,0.4,
0.4,0.4)o
翻砖设备管理中心距取值范围:2000~2500m。管理中心距被选值为
V=(v,.(i=l,2,••『)}=(*,v/wAQ000,2110,2220,2330,2440,2550,2660,2770,2880,3000),贝U翻砖设备管理中心距具体赋值为:
10
卩实= =2554mm*2550mmo
1=1
2.2.2运输分系统改进措施
由于运输分系统中传动带使用期危害整个设备工作中特性,及考虑到上述情况综合性要素,因而把原设备传动带管理中心距由2200Mm对称性延长350mm,从而危害翻砖设备声卡机架随着对称性提升350mm。
2.3减少磨擦、冲击性的旋转分系统设计方案
2.3.1瓷砖健身运动实体模型⑹
地砖在翻砖槽体随旋转分系统绕翻传动轴旋转,当地砖旋转到沿翻砖槽作用力的作用力超过地砖遭受的滑动摩擦力后,地砖在翻砖槽体拖动,地砖拖动到翻砖槽底端后,只考虑到其绕管理中心轴作匀速圆周运动(忽视地砖在翻砖槽底端的拖动)。
如图2创建动平面坐标XOY,刚开始拖动时地砖重心点距翻砖轴为H=600Mm,地砖距翻砖槽底端^=155min,地砖与钢的摩擦阻力“=0.3,旋转分系统旋转角速度to=兀/2。
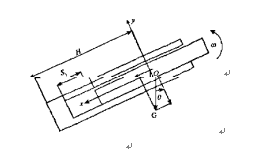
图2地砖翻转瞬间实体模型
Fig.2Modeloftileoverturningmoment
剖析图2得:
a'=gsin©-ngcos©,
令a'=0,得。=16.7。,表明旋转16.7。后,瓷砖刚开始下降。当。=16.7。时,设時间$=0,得a=gsin(®f+16.7°)-pgcos(®z+16.7°),
时间观念積分得地砖沿槽拖动的速率和時间关联为:
Vt= |cos(“[sin(cof+16.7。)-sin16.7。]},再时间观念積分得沿槽偏移和時间关联为:
S=-豈J丄sin(攻+16.7°)-丄sin16.7°-cos16.7°"+CO[o) O)
w-•cos(co/+16.7°)+—cos16.7°-sin16.7° ,
Ico co JJ
地砖拖动全过程中的合速度为:
P;=^2+[co(0.6-5)]2,
地砖拖动前Vt=Ha),终止拖动后,V3=(Z/-S>o
运用matlab绘图速率、瞬时速度与時间的关联⑺如图所示3、4所显示。
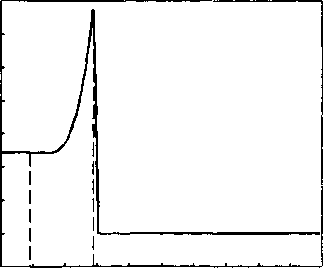
由图3、4可清晰的反映出,在0.185s时地砖刚开始在翻砖槽内拖动,到0.58s的情况下终止拖动,与翻砖槽碰撞,很短期内内地砖断线速率一瞬间变成0,损害角动量为mv'(,为0.58s时加速度),则得受到损伤
力为:=17.767%(村.‘),式中:At为撞击時间。
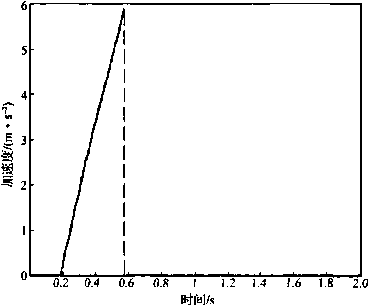
图4瞬时速度与時间的关系图
2.3.2旋转分系统改进措施
Af和地砖遭受的撞击力反比,增加撞击時间可减少地砖旋转全过程中遭受的撞击力,在翻砖槽底端提升5毫米厚橡胶垫块,可大大的减少撞击力。
地砖在翻砖槽内拖动间距*与地砖角动量损害mv'正相关,减徐熙娣]可减少地砖旋转全过程中遭受的撞击力,且可降低地砖在拖动全过程中与翻砖槽磨擦造成的刮痕。理论上Sj=O则冲击性为0,但%过小,有可能在工作中拉压造成 传动带松驰的状况下,使地砖在运输全过程中即与翻砖槽产生比较严重刚度冲击性,至使地砖裂开,故可留取S]=50毫米以避免传动带松驰。
2.4改进措施运用实际效果
改善后地砖翻砖设备当场运作优良,地砖与翻砖槽冲击性获得合理处理,未发觉地砖在旋转全过程中造成裂痕;传动带拉压经常难题获得改进,使用期增加一倍多,设备工作中可靠性进一步提高,考虑改善预期目标。
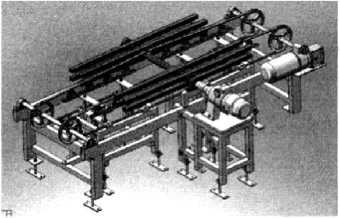
图5旋转设备改善后三维图
Fig.5Improvedthree-dimensionaloverturningtiledevice
3结束语
科学研究地砖翻砖机理,创建了地砖运动实体模型,确立了地砖旋转全过程中速率、瞬时速度转变状况及与翻砖槽撞击时撞击力尺寸,改善了地砖旋转分系统。釆用模糊学基本原理,改善了传输架运输分系统,使其更强的合适工作状况规定。
文章来源于网络转载,侵删
 ×
×



