

来源:网络转载更新时间:2020-08-14 14:56:17点击次数:4851次
ZB45型包装机是中国烟草进出口总公司引进意大利某公司GDX2机型交由上海烟草工业机械厂国产化的设备,该型设备因性能稳定,生产效率高,广泛用于各卷烟生产企业。随着烟草制品的发展,一种提拔式翻盖包装应运而生,包括ZB45型硬盒包装机在内的传统包装方式已经不能满足这种包装要求,目前,多数生产企业只能采用纯手工方式,对这种提拔式翻盖产品进行包装。本项目基于ZB45型包装机提供一种一体式商标纸切割装置,将包装后的一体式商标纸进行切割,分切成“大盖”和“小盖”商标纸(正常产品都是一张整体的商标纸),达到提拔式翻盖烟包包装的要求。
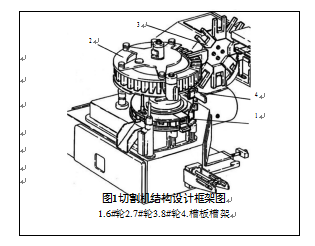
ZB45商标纸经纵向输送,上胶器上胶后,由C型推手推动,进入5#轮与铝箔烟包汇合,并在5#完成折叠后进入6#轮(如图1),6#轮对不合格烟包进行剔除后,在内部马耳他轮间隙运动驱动作用下,将合格烟包输送到图1所示槽板槽架4部位,进行一次停顿。此时推块24
(如图1)做垂直上升运动,推动烟包25经过由槽架11和槽板10所构成的烟包通道,进入7#轮烟包工位,由7#轮对烟包进行输送,熨烫后,进入8#轮对不合格烟包进行剔除后,进入下游工序。
ZB45包装机在CH入口部位,烟包由C600机构单包输送到CH通道上,再由齿形带上的推块,将烟包分开并一包接一包向透明纸包机构输送,烟包两端被导块限位,上部由有机玻璃板限位,下部由输送导条限位,理论上能在此增设切割机构,对商标纸进行切割。由于齿形带上两推块间距离是130mm,而烟包的宽度为55mm,烟包在横向移动中没有被固定,切割圆刀旋转方向只能与烟包运行方向相反,靠后面的推块横向限位烟包进行切割,所以导致烟包对切割圆刀的冲击较大,刃口容易形成锯齿形,影响切刀使用寿命和切割效果。
ZB45包装机在从6#轮进入7#轮的部位,由槽板10
和槽架11构成一烟包通道,其作用是固定烟包周向位置,在接烟块(接应板)和烟包推块24(顶升板)的共同作用下,引导烟包顺利从6#轮进入7#轮。此部位,烟包在运行过程中,6个面都被限位固定,烟包只能随顶升板和接应板做垂直向上的运动,如果在该部位安装商标纸切割装置,那么切刀旋转方向可以与烟包运行方向相同,减少切割时烟包对刀的冲击,延长切刀的使用寿命,是理想的切割环境。根据设备上的位置特点,空间布局,设计切割装置,并对槽板和槽架在不影响功能的前提下,加以必要的改进,使切刀片能顺利切割商标纸。
经过分析比较,最终选择在6#轮进7#轮部位增设一体式商标纸切割装置。
 切割圆刀及电机的选型
切割圆刀及电机的选型
要对已经包装好的商标纸进行切割,而不伤及内部的包装材料和烟支。对切割系统有三个要求:一是被切割的烟包位置固定,二是刃口保持锋利,三是切割速度适
中。针对第一个要求,在前面分析已经说到,烟包的六个方向都被很好地限位,所以切割时烟包的位置相对固定。针对第二个要求,从6#轮进7#轮的烟包通道长度为65mm,所以切割圆刀的直径不能大于65mm,否则无法将圆刀安装进通道内,结合车间实际情况,卷烟机滤棒切刀所使用的圆刀片直径为60mm的钨钢刀片,而且刃口锋利,经久耐用,根据就地取材原则,选择滤棒切割圆刀片,作为商标纸切割的刀具。针对第三个要求,切割速度,根据设计之初给定的生产定额要求,应达到120包/min。

烟包从6#轮进入7#轮整个行程为65mm+55mm(65为塞。为了便于堵塞后的清理,切割机构需设计为可移动机构。移动机构(如图2)由底板18、滑块22、滑轨21、气缸19、底座20等组成;底板18通过螺纹连接固定在4个滑块22上,滑块可在滑轨21上移动,滑轨通过螺钉固定在底座20上。气缸座连接在底座20上,气缸输出轴通过关节轴承连接在底板18上。根据空间位置和实际需求,选通道长度,55为烟包进入7#轮行程)即120mm。烟包在通道内的移动速度:120×120×4/1000=57.6m/min(其中4为设备功能需求的间歇次数,即每包烟只能用理论上的1/4的时间来完成从6#轮进7#轮的过程)。圆刀
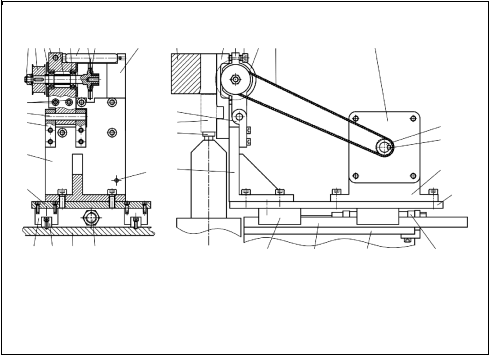
表1小带轮转速对应的皮带种类及最小齿数



 直径为60mm,根据公式,线速度=π ,得出=/(π),代入已知数据,=306r/min,即烟包以120123456789 10 11 10412813 14包/min运行,相当于圆刀转速为306r/min。由于切刀旋转方向与烟包运行方向相同,切割圆刀转速应远大于这个转速,才能保证正常切割,初步选择2级三相交流电机,2800r/min,300W。通过齿形带轮4:3(设计给定)传动比,圆刀线速度约为烟包移动速度6.9倍。
直径为60mm,根据公式,线速度=π ,得出=/(π),代入已知数据,=306r/min,即烟包以120123456789 10 11 10412813 14包/min运行,相当于圆刀转速为306r/min。由于切刀旋转方向与烟包运行方向相同,切割圆刀转速应远大于这个转速,才能保证正常切割,初步选择2级三相交流电机,2800r/min,300W。通过齿形带轮4:3(设计给定)传动比,圆刀线速度约为烟包移动速度6.9倍。



图2
 切割机构的设计
切割机构的设计
刀轴1的左端设计安装有齿形带轮2(如图2),
右端通过压刀块9将刀片
1.刀轴2.带轮3.盖板4.刀轴座5.衬套6.轴承7.导轮8.切刀9.压刀块10.槽板11.槽架12.调节螺钉13.齿形带14.电动机15.小带轮16.键17.电机支架18.底板19.气缸20.底座21.滑轨22.滑块23.支座24.推块25.烟包26.铰耳27.铰链轴28.锁紧螺钉29.到位检测择气缸缸径15mm,行程50mm的双作用气缸。切割机构8固定,刀片8通过槽板10上的缝隙,伸入到由槽架11和槽板10所构成的烟包通道内,对烟包外商标纸进行切割作业。刀轴通过两轴承,安装固定在刀轴座4上。由于从6#轮进7#轮的部位,空间位置狭小,需充分考虑圆刀片的更换作业和圆刀调整的便利性,所以将刀轴座4设计为可以沿铰链轴27转动的活动刀轴座,通过螺钉28,固定联接在槽板10上,松开螺钉28,可通过调节螺钉12,对刀轴座进行调整,从而控制切刀8切割的深浅;取掉螺钉28,将刀轴座4沿铰链轴27旋转放下,可进行更换切刀的作业。槽板10和铰耳26,通过螺钉固定在支座23上;支座23通过螺钉固定在底板18上。
齿形带轮4通过齿形带13,与电机14输出轴小带轮15传动连接。齿形带及带轮规格,通过查表1选择3M齿形带,小带轮15设计为30齿,带轮2设计为40齿,满足最低齿数和转速要求。
 切割机构的移动设计
切割机构的移动设计
在6#轮进7#轮烟包通道处,由于烟包商标纸上胶,包装材料缺失等各方面的原因,有可能造成烟包通道堵的到位,由安装在29处的到位检测控制,只有检测到切
割机构在气缸19作用下到位后,设备才能正常启动。
4 改后效果
ZB45包装机提拔式烟包一体式商标纸切割装置,能够自动化地完成烟包包装后商标纸的切割,速度达到甚至超过120包/min,满足包装要求的各项工艺技术指标,
节约人力资源14人/台班,提高了工作效率,保证了产品品质的一致性,实现了提拔式烟包一体式商标纸在线切割功能。
文章来源于网络转载,侵删
 ×
×



