

来源:网络转载更新时间:2020-08-06 14:49:56点击次数:3758次
膜的预牵引带、成形制作包装袋和纠偏装置组织 构成了枕形袋立柱式包装机的制袋系统,是立柱式枕形包装机的关键构成部分之一,危害着包装机的包裝速率和包裝品质。预牵引带组织 的功效是预储膜,对钢丝绳卷筒膜的地应力、静电感应等开展释放出来,塑料薄膜进行后造成平稳的支撑力。根据储膜设备存储的塑料薄膜支撑力基本上是稳定的,清除了膜卷的尺寸转变针对膜的牵引带造成危害。成形制袋机构是制作包装袋和原材料包裝的关键构成部分,选用圆钢管立领成形器成形制作包装袋。纠偏装置组织 的功效是调节塑料薄膜在传输全过程中在容许的范畴内上下偏移,做到制作包装袋的规定⑴。
1膜预牵引组织
1.1膜预牵引组织 的构成
膜的预牵引带作用是将钢丝绳卷筒上的膜历经放膜组织 事先存储到储膜组织 上,使膜在制作包装袋地区维持恒支撑力。膜的预牵引带组织 如图所示1所显示:
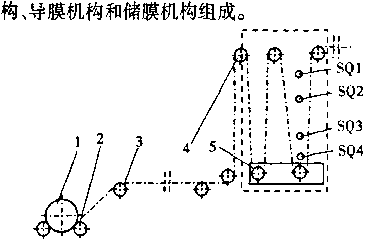
图1膜预牵引带组织 基本原理示意图
1-钢丝绳卷筒膜2-驱动器辐3-衔接辗
4-固定不动辐5-储膜区
放膜组织 由2个驱动辄和驱动电机构成,膜卷架在2个驱动器辐上,驱动器朝同方向旋转。优势是在膜的预牵引带全过程中,预牵引带速度驱动器辗的角速度相关,不会受到膜卷尺寸转变危害。导膜组织 由好几个导向性辐构成,功效是依据机器设备的总体构造,使膜的迈向有效,释放出来膜的地应力。储膜组织 由好几个固定不动导辐和挪动导辐、导辐支撑架、检验电源开关构成。功效是释放出来膜的支撑力和静电感应,贮备支撑力基础稳定地进行膜。确保了膜在包装袋成形全过程中稳定、不方向跑偏、成形效果非常的好。
1.2膜预牵引组织 的原理
储膜组织 由机械设备挡块限位开关,融合检验电源开关开展操纵,检验电源开关SQ1、SQ2、SQ3和SQ4检验挪动辐的部位,操纵预直流电机M5运作。当SQ2检验到数据信号后,预直流电机M5慢速度起动运作,挪动辗在作用力的功效下向下移动,SQ1检验到数据信号后预直流电机M5加快运作。挪动辐降低过程中,SQ3检验到数据信号后预直流电机M5降速运作,SQ4检验到数据信号后预直流电机M5终止。伴随着制袋机构对膜的牵引带,挪动辐刚开始升高。设定SQ2和SQ3检验电源开关的目地是预直流电机M5有一个慢速度运作段,挪动辑比较长期维持在某一个挪动范畴内,降低预直流电机M5的启停频次。
2成形制袋机构
2.1成形制袋系统的构成
成形制袋系统由开料管、排汽管、立领成形器、包装薄膜、竖封组织 、时间复印、牵引带组织 、安裝板构成,如图2所显示。开料管是环形立领成形器的内成形管,是决策制作包装袋尺寸的关键零件之一。排汽管的功效主要是开料全过程中清除原材料中的烟尘,提升包裝的封合品质,降低包裝全过程对自然环境的环境污染。环形立领成形器关键由领口和內外成形筒构成,它是制作包装袋成形的核心部件。竖封组织 和时间复印组织 依照包裝运作周期时间,在膜牵引带间断间歇性,开展竖封封合与时间的复印。牵引带组织 关键由牵引带驱动器组织 、牵引带辐、色标卡检测传感器、自动控制系统等构成。
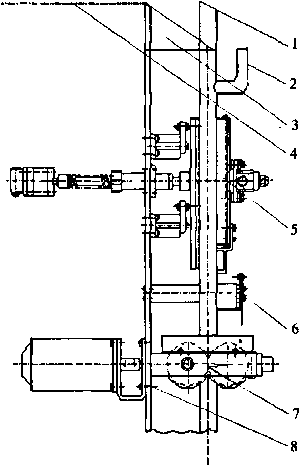
图2成形牵引带组织 构造基本原理示意图 •
1-开料管2-排汽管3-立领成形器4-包装薄膜5-竖封组织 6-时间复印7-牵引带组织 8-安裝板
2.2制作包装袋全过程中膜牵引带的操纵基本原理
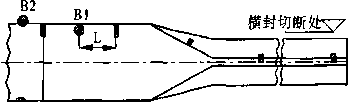
图3色标卡检验与横封断开位置关系示意图
如图所示3所显示,切割刀和色标卡检验中间的间距并不是袋长的非负整数,中间有一个误差L(断开部位调节主要参数)。依据开料电动机的运作部位,起动牵膜电动机运作,膜牵引带全过程中,从牵引带刚开始到色标卡中间,膜直流电机不记数运作,当光电传感器B1检验到色标卡后,操纵控制器降速并运作L间距后终止,确保横封封合和切割刀的断开精确,清除了膜在牵引带全过程中的累积偏差,这类光学检验精准定位方法称之为一部分定长控制法,L的标值在工业触摸屏上设定。这类方法的优势是此次牵引带偏差在下一次牵引带中会清除,不容易造成积累偏差;这类方法的缺陷是驱动电机再运行间距是根据计算或是等效替代法得到,驱动电机是闭环控制运作,牵膜的具体长短没法检验,精确性遭受牵膜全过程中滑动摩擦力、膜的支撑力等转变的危害,导致了牵膜偏差⑵。
2.3制作包装袋的膜牵引带驱动器方法的较为立柱式枕形袋包装机制作包装袋常见的膜牵引带驱动器方法有软启动器操纵三相异步电机驱动器、伺服电机驱动器、交流伺服电机驱动器等方法。
2.3.1软启动器操纵三相异步电机的驱动器
软启动器操纵三相异步电机的驱动器是常见的驱动器方法之一。袋长的检验方式 是旋转编码器上安裝磨擦轮,磨擦轮和塑料薄膜磨擦驱动器旋转编码器转动,PLC根据髙速记数键入,以AB相方法记数,系统控制方法校准,计标值根据数学分析模型测算出膜牵引带的长短。操纵全过程是膜牵引带刚开始到光电传感器色标卡中间,PLC对旋转编码器检验不记数,当光电传感器检验到色标卡,PLC对旋转编码器数据信息开展记数,将测算出的牵引带塑料薄膜长短与检验设置长短L开展较为,操纵电动机的运作,进行一个包装袋的牵引带。优势是成本费较低,牵引带相对性精确,另外能够 清除积累偏差。缺陷是电动机的起停頻率受限制,最大能够 考虑70包/min的牵膜姿势,偏差较为大。对软启动器的特性规定较为高,软启动器的基本参数比较多,调节工作人员务必了解软启动器的特性和基本参数,软启动器主要参数的设定危害牵引带的实际效果。电动机起停较为经常,软启动器必须外接适合的制动电阻。2.3.2伺服电机驱动器伺服电机的驱动器是常见的驱动器方法之一。伺服电机的操纵,常见的方式 是伺服电机控制板和PLC控制二种。伺服电机控制板是伺服电机发展趋势全过程中的衍生产品,具有专用性也是有实用性,是随着着某类操纵新产品开发的控制板。其优势是低成本,有一定的可编程控制器性,实际操作简易;缺陷是运用范畴小,实用性差,项目成本大,初期的操纵商品中运用比较多,当代的操纵商品运用较为少。PLC控制伺服电机的优势是可编程控制器性,可建立完善的数学分析模型,适应能力好,运用普遍。伺服电机控制板和PLC对伺服电机的操纵,相同点是向伺服电机控制器推送单脉冲,单脉冲的頻率决策伺服电机的转速比,单脉冲的总数决策伺服电机转动的视角,根据数学分析模型计算出牵引带长短,是一个开环控制系统软件,电动机的运作受负荷危害较为大。优势是成本费适度,牵引带相对性精确,起停頻率较高,最大能够 考虑90包/min的牵膜姿势,另外能够 清除累积偏差;缺陷是伺服电机的操纵归属于开环控制,膜牵引带的准
22确受牵引带辑和膜的磨擦危害很大,可靠性较弱,偏差较为大。
2.3.3交流伺服电机驱动器
交流伺服电机的驱动器是常见的驱动器方法之一,是现阶段较为理想化的驱动器系统软件。优势是闭环控制系统,交流伺服电机内置旋转编码器或旋转变压器,屏幕分辨率高,牵引带相对性精确,依据转动的脉冲数,根据相对的数学分析模型可测算出膜的牵引带长短。这类方法起停頻率较高,可与其他交流伺服电机同步运作,设定多种多样运作曲线图,最大能够 考虑120包/min的牵膜姿势,另外能够 清除累积偏差;缺陷是运作成本费较为高,膜牵引带的精确性受牵引带辐和膜的磨擦危害很大,运作速率较为高,针对牵引带槌的损坏较为大。
3纠偏装置组织
3.1纠偏装置组织 的构成
塑料薄膜在传输全过程中,塑料薄膜的薄厚不匀称,膜卷两侧绕松紧度不一样,传输報筒平面度差别,牵引带轮(传动带)与塑料薄膜的滑动摩擦力的差别等要素,不一样水平的造成塑料薄膜在传输全过程中方向跑偏。以便摆脱塑料薄膜在传输全过程中不方向跑偏,必须提升纠偏装置。图16为纠偏装置组织 平面图,纠偏装置组织 关键由纠偏装置挪动架、纠偏装置驱动器(包含驱动电机、滚珠丝杠、螺母)、导向性组织 、声卡机架总程和检验电源开关构成。纠偏装置挪动架与螺母相接,滚珠丝杠的正反转推动偏位架上下挪动,导向性组织 确保偏位架平稳,偏位架子上安裝预牵引带驱动器系统软件。从检验基本原理上分成单侧检验和多边检验。
图4纠偏装置组织 构造基本原理示意图
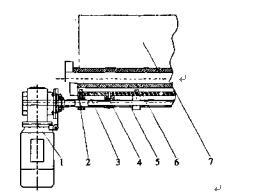
1-纠偏装置驱动电机M62-导向性组织 3-预牵引带组织 安裝板4-纠偏装置挪动联接块(螺母)5-纠偏装置滚珠丝杠6-预牵引带驱动器辗7-膜卷
3.2单侧检验构成与纠偏装置原理
单侧检验纠偏装置如图所示3所显示,是运用一个光学
检验电源开关B3检验膜的单侧(以便阐述便捷,界定为左侧,另一边界定为右侧),和色标卡光学检验电源开关B1构成监测系统。运作刚开始后,每检验到一个色标卡XI,电子计数器C1记数一次,记数到K1后,C1校准,X1对C2记数,Y1=1,纠偏装置偏移,电子计数器C2=K2或是X3=1,C2校准,Y1=0,终止右纠偏装置。XI对C1再次记数,假如X3=O,C1=K1时,反复之上流程,纠偏装置偏移。当X3=l时,X1对C3记数,C3=K3时,C3校准,丫2=1,纠偏装置偏移,X1对C4记数,C4=K4时,Y2=0,C4校准,XI对C1记数,如此往复式,开展上下纠偏装置。K1-K4的值在工业触摸屏上设定,依据调节状况开展设定。从之上阐述能够 看得出,假如一次纠偏装置不及时,不开展持续纠偏装置,运作好多个包裝周期时间后,检验记数,再分辨运作状况,开展合理纠偏装置,防止忽左忽右的状况,降低往复式纠偏装置频次。
3.3多边检验纠偏装置组织 构成与原理
多边检验纠偏装置(如图所示3所显示),是运用2个光学检验电源开关(B2、B3)检验膜的多边,和色标卡光学检验电源开关(B1)构成监测系统。因为选用了多边检验,管理程序相对性简易。当X2=l时,X1对C1记数,C1=K1时,Cl校准,假如X2=0,再次检验。X2=!时,X1对C2记数,Yl=l,纠偏装置偏移,电子计数器C2=K2或是X3=1,C2校准,Y1=0,终止右纠偏装置。当X3=l0t,Xl对C3记数,C3=K3时,C3校准,假如X3=0,再次检验。X3=1时,XI对C4记数,Y2=1,纠偏装置偏移,电子计数器C4=K4或是X2=1,C4校准,丫2=0,终止左纠偏装置。可以看出,多边检验的程序流程相对性简易,在程序编写和调节全过程中,针对K1-K4的值设定有效,会降低纠偏装置频次。
从以上操纵基本原理能够 看得出,多边检验纠偏装置组织 的纠偏装置频次相对性较少,合适于髙速包装机。单侧检验纠偏装置组织 的纠偏装置频次相对性较多,制造成本较低,合适于低速档包装机。
4结语
文中和上一期发布的《提高小颗粒状物料枕形包立式包装机速度的研究》⑶,对小颗粒物料枕形袋立柱式包装机开展了较为全方位的阐述和科学研究,得到了不一样的组织 和操纵方法融入于不一样的包装机。如针对低速率的包装机就沒有必需规定每一个组织 或是操纵计划方案务必恰如其分,提升多余的制造成本。提升包装机的包裝速率和包裝品质是多要素的、多计划方案的综合性应用技术,针对每一个技术性的忽略都是危害到包装机的可信性。包装机具体生产制造和调节是一个逐步完善的全过程。
文章来源于网络转载,侵删
 ×
×



