

来源:网络转载更新时间:2020-08-06 11:02:17点击次数:5173次
国家烟草进出口贸易公司总部于1991年五月同西班牙某企业签署了X2SC4350/PACK-OWSC烟草包装机组的特有技术性转让合同,并将全套技术性交上海烟草工业生产铸造厂独家代理开展消化吸收、消化吸收、生产制造和市场销售。该发电机组最大生产量为400/分,是中国八九十年代初国际性上认可的第一流掀盖式硬盒烟草包装机械设备。国内生产制造的型号规格为:ZB45型硬盒硬条包装机。
2017年引入一台由YB45硬盒包装机组更新改造而成的
5.4×84细支烟生产线设备用以生产制造细支烟商品,并于2020年宣布建成投产应用。该商品加工工艺选用前圆后方的包裝方式,因为商标纸规格型号的转变,这就对商标纸运输系统软件有很大规定和改善。在加工过程中发觉机器设备还存有一些难题,如该型号的小盒子商标纸涂胶组织 造成的商标纸压印、涂胶压辊胶垢等难题不断出現,使机器设备合理工作率较低,另外产品品质也遭受巨大危害。进一步观查发觉当商标纸出現去除状况时,涂胶压辊仍然处在运行状态,使点胶轮强力胶粘结到上胶压辊上。那样就需要对点胶轮、强力胶、涂胶压辊组织 开展剖析,以明确该组织 在生产制造中是不是能考虑现阶段商标纸运输不遭受危害。假如不可以做到商标纸包装工艺的规定和品质的可靠性,则要开展相对的改善和设计方案。
商标纸包装工艺及原理
商标纸运输生产流程
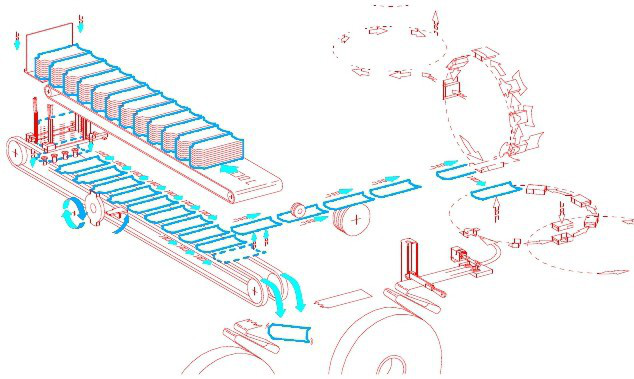
图1商标纸运输平面图
图1为商标纸运输平面图,商标纸层叠放到堆放输送皮带上,由堆放输送皮带向商标纸库上边运输。竖直运输器依据光电管的命令将商标纸送进纸库,纸库底端的商标纸吸纸器一张汲取商标纸,随后放到横着输送皮带的空模盒里,由横着输送皮带呈步进电机情况向竖向运输安全通道运输。商标纸运动至竖向运输安全通道,由提高器提高后送入竖向运输安全通道。
商标纸在进行辊轮的夹紧下往前运输,当商标纸抵达涂胶设备时,根据涂胶设备的涂胶压辊的工作压力,驱使商标纸强制地将点胶轮表层粘附的天然乳胶”蹭走”,点胶轮对商标纸的非包装印刷面两边和正中间的上粘胶开展点胶,根据点胶轮和涂胶压辊在转动全过程的卡紧下进行商标纸涂胶,最终由加快运输辊送到5号轮。
商标纸胶缸点胶轮及涂胶压辊的原理
商标纸胶缸点胶轮的原理
小盒子商标纸胶缸上胶轮的旋转是由服务器五号轮下边齿轮箱輸出轴推动的。輸出轴根据连轴器推动连接轴上的一组锥齿轮,斜齿根据衔接传动齿轮推动离合部件,离合部件推动齿轮轴推动胶缸涂胶轮旋转。
当服务器关机时,汽缸工作中使离合松掉,胶主缸上胶轮终止旋转。历经一定延时后胶缸上胶轮驱动器电机工作中,驱动器胶缸上胶轮旋转,以避免 胶缸上胶轮强力胶干结。服务器运作时,小盒子商标纸胶缸离合校准和设备同步旋转。
商标纸涂胶压辊的原理
四个涂胶对衬压辊固定不动在传动齿轮套上,传动齿轮套根据轴承安装在凸轮轴上。由商标纸运输系统软件传送驱动力根据传动齿轮套推动对称轮旋转。
设备关机之后,凸轮轴一端的齿型摆臂在气缸的功效下使凸轮轴转动一定的视角,凸轮轴的转动使对衬轮伸出,促使商标纸与点胶轮摆脱。
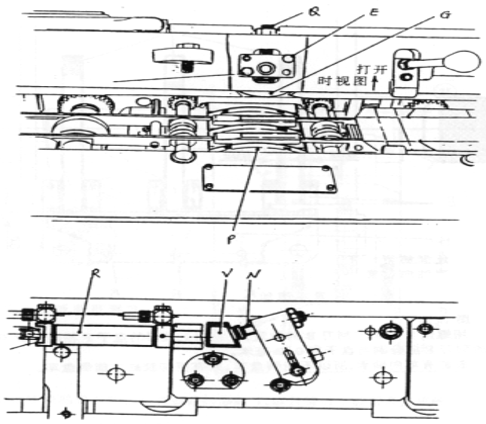
图2涂胶压辊原理及调节平面图
调节方式:松掉螺钉E后,用螺钉Q调节相匹配衬轮G,使点胶轮与上合模力压轮平行面,二轮中间的间距是一张商标纸的薄厚,根据调节螺钉N进行的。此项调节是在运行状态N靠紧V时开展。(见图2)
存在的问题及根本原因
存在的问题
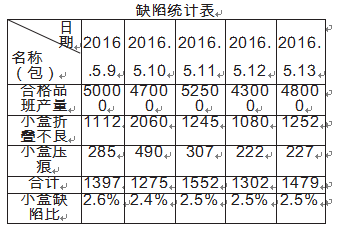
一切正常状况下,商标纸点胶设备的点胶轮与涂胶压辊需确保平行面,中间的空隙应是0.3mm,此项调节决策商标纸点胶地区的一致性。若点胶轮胶水流量过小,商标纸点胶不匀称;若点胶轮强力胶过多,则强力胶非常容易被挤压成型出去,当商标纸运输全过程中必须去除时,涂胶压辊组织 仍然处在运行状态,使胶缸点胶轮粘胶黏接到上胶压辊设备,导致了机器设备常见故障和品质缺点。根据统计分析YB45细支型包装机机器设备运作中小盒子商标纸品质缺点发觉,均值每车次因小盒子缺点占比占2.5%。表1YB45细支包装机车2017年五月第二周小盒子商标纸
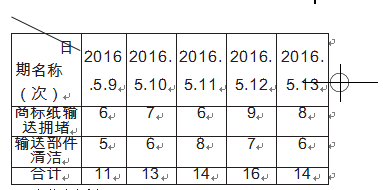
另外根据统计分析YB45细支包装机机器设备在运作全过程中由于商标纸运输导致的拥挤和对机器设备开展清理频次开展统计分析发觉,均值每车次关机频次为13.6次,依照每一次解决時间四分钟计
算,每班次就导致关机時间55分鐘,导致很多关机時间。
表2改进版ZB45车2017年五月第二周机器设备关机频次统计分析表
根本原因
根据以上难题获知,产生商标纸涂胶压辊设备胶垢缘故是因为商标纸点胶设备的点胶轮、强力胶、涂胶压辊三者中间的关联导致,下边就所述好多个难题逐一开展剖析。
商标纸涂胶轮剖析
一般状况下商标纸点胶轮与长刮橡胶板中间的间距为0.01mm,但因为细支烟机器设备的强力胶轮总宽仅为4mm,而每一个胶孔直徑为毫米,相对性于一切正常YB45包装机胶缸点胶点直徑为1.5毫米降低了0.5毫米,在加工过程中假如依照规范调节,商标纸的胶水流量过小,导致烟包黏接不稳固等品质缺点。以便确保商标纸点胶的一致性在具体调节时要将点胶轮与长刮橡胶板的空隙适度变大到0.02~0.03mm,以保证 商标纸包裝品质。
因为点胶量的增加,当出現商标纸去除时,涂胶压辊处在运行状态,使强力胶黏接到上胶压辊上。因而,点胶轮胶孔直徑和调节长刮橡胶板与点胶轮的空隙,是危害点胶匀称情况和点胶量的尺寸,导致涂胶压辊胶垢和产品品质缘故之一。
胶水剖析
现阶段,YB45细支型包装机机器设备应用的黏接强力胶选用润和HR1609013型接装胶,这类强力胶归属于髙速接装胶具备优良的初粘性、优良的流通性、上胶量平稳、容易清洗等特性。而在机器设备原始调节环节应用的是一般接装机具备高粘性、迅速干固特性,因为点胶孔降低0.5毫米在点胶轮旋转的全过程中强力胶无法彻底进到到点胶轮上胶孔内状况,另外强力胶迅速干固导致机器设备运作时使商标纸点胶不详细。
因而,在加工过程中因为髙速接装胶的初黏性低,当强力胶轮转动时,在向心力的功效下能使少量的强力胶甩出来,粘结到压辊上。在机器设备长期的运作下,使上胶压辊造成胶垢,对商标纸的运输导致危害。(见图3)
涂胶压辊剖析
YB45细支型包装机机器设备选用前圆后方的包装工艺,因为国内生产制造的GDX2机器设备的涂胶压辊正中间存有凹痕位置,商标纸与点胶轮不可以充分触碰,造成 商标纸涂胶不匀称;另一方面,当商标纸根据压辊与点胶轮中间时,因压辊相互作用力不稳定,非常容易造成 商标纸在压辊的凹痕部拱起,促使商标纸没法触碰到上胶轮,造成涂胶不匀称。因而,YB45细支型包装机商标纸涂胶压辊设备则选用平面图光洁构造,该组织 相对凹形压辊组织 有迎合详细,确保了涂胶的品质的特性,且能防止出现商标纸在圆弧处拱起使商标纸点胶不匀称状况。
在加工过程中选用平面图光洁构造运作时发觉,假如将上胶压辊和点胶轮的空隙调小,从而做到扩大上胶量的目地,但那样更会加速涂胶压辊胶垢的造成,使上胶压辊上的强力胶又反方向粘结到商标纸上,导致商标纸压印、运输不稳定及拥
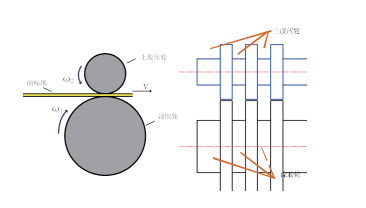
图3小盒子商标纸涂胶设备的点胶平面图
堵、运输安全通道胶垢、伸缩欠佳、清理涂胶压辊胶垢环境卫生经常等常见故障和品质缺点。选用调高空隙的方式的确能够降低涂胶压辊胶垢的造成,那样会使商标纸点胶不匀称或是涂不了强力胶,导致烟包黏接不稳固等品质缺点。
因而,当商标纸出現去除状况时,商标纸点胶组织 仍然处于运行状态,导致涂胶压辊胶垢在于强力胶的流变性特点、胶缸长刮橡胶板调整水平及其涂胶压辊与商标纸触碰总面积和接触压力相关。
改进措施明确和执行
根据以上根本原因,找到导致涂胶压辊造成胶垢的缘故。综合性YB45细支型包装机的包裝特性,涂胶压辊造成胶垢是难以避免的难题。若想从新设计方案该组织 的对零件实用性、接装胶的适用范围、机器设备的可维修性会明确提出高些的规定。因而,不在毁坏原来机器设备零件和构造的基本上研发商标纸涂胶压辊全自动清理设备。防止再次设计方案该组织 导致的昂贵花费。
改进措施明确
根据对该组织 的基本原理剖析和构造科学研究,秉着适用范围、可信性、合理性、目的性、便利性的标准设计方案该清理设备。
设计理念:依据商标纸运输门边保护罩右边的2个螺丝孔,恰好与涂胶压辊处在一个平行面部位,为此为支点设计一个U型橡胶支座,橡胶支座的外侧边设计方案2个主题活动摆杆根据连接轴与橡胶支座联接。清理轮根据驱动轴与滚动轴承联接安裝在主题活动摆杆的顶端。成为胶压轮组织 点胶面旋转时与清理轮触碰,运用物件触碰磨擦基本原理反方向旋转使上胶压辊强力胶粘结到清理轮上,具有清理功效。
改进措施执行
U型橡胶支座构件设计方案
橡胶支座两边U型间距是依据涂胶压辊的总宽测算获得。以便使橡胶支座能开展上下方位的运动强度,在固定不动内孔设计方案成一个8mm长孔,且顶部根据2个M4的螺纹孔用以固定不动连接轴应用。橡胶支座正中间突显一部分是为联接杆上的螺丝具有精准定位功效。
主题活动摆杆构件设计方案
主题活动摆杆关键具有联接和支撑点的功效,关键由摆杆、联接杆、轴、U型架、环形摇杆、轴销和盖、轴承压块、螺母和弹簧构件构成。在其中联接杆的功效是将2个主题活动摆杆联接在一起当摆杆晃动时具有同步功效,另外在联接杆管理中心位置上设计方案一个螺纹孔根据调节螺丝与橡胶支座定位板的间距,完成清理轮和涂胶压辊的缩小总面积。
为使清理轮在拆换时迅速和方便快捷,将主题活动摆杆设计方案成分体式构造。一切正常工作中时,U型架根据轴安裝在主题活动摆杆上,其內部根据弹簧使螺母压在滚动轴承压块上,与主题活动摆杆处在合闭情况,主题活动摆杆上设计方案有一个滚动轴承槽用以支撑点清理轮及旋转。
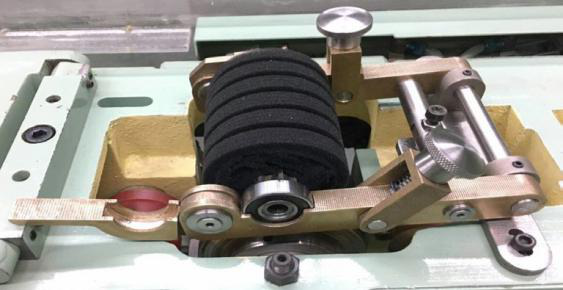
清理设备设计方案
清理设备分成两一部分构成,清理轮和驱动轴构成。根据清理轮对吸咐、耐磨损等工作标准选用生化棉做为清理原材料。生化棉一般由甲基丙烯酸酯、聚脂构成,相比于滤棉有延展性好、不容易损坏、孔大、松散有利于吸咐黏剂、便于清理等特性。驱动轴选用中空米状设计方案,目地是以便可以具有减脂功效,将该构件选用金属材质防止在清理时锈蚀。驱动轴直径与清理轮內径根据过渡配合固定不动在驱动轴上,轴的两边安裝有两个6001RS滚动轴承并安裝在主题活动摆杆的滚动轴承槽体。当清理轮应用较为脏时充分考虑不危害清理实际效果,将该构件设计方案2个有利于拆换。
清理设备应用与拆卸
当清理轮必须拆换时,根据带动环形摇杆推动螺母往上挪动来客服弹簧的能量,另外往右边挪动U型架离去滚动轴承钢削。滚动轴承钢削与主题活动摆杆的左方根据驱动轴来联接,用力往左边挪动滚动轴承钢削就可以使其与滚动轴承分离取下清理轮,将预留清理轮安裝上能够再次工作中,具有迅速拆换的功效。在加工过程中,依据清理轮应用状况调节联接杆螺丝与定位板的间距,使清理轮与涂胶压辊触碰时的缩小量调节到2~4mm,那样能够既能提升清理轮使用期,又能确保涂胶压辊与清理轮有充足的表面推动清理设备旋转,具有清理功效。
设计效果认证
商标纸涂胶压辊全自动清理设备于2017年6月份在YB45细支包装机上安裝应用(见图16),根据运作每一个车次依据点胶量尺寸预估能够跟换2~3次。对改善前2017年五月与改善后2017年6月出現小盒子商标纸品质缺点数和常见故障关机频次开展比照。(见表3和表4)
统计分析数据显示,涂胶压辊全自动清理设备研制后生产制造出去的常见故障和品质缺点比由原来2.5%减少到现在的0.7%,机器设备关机次数由原来13.6次减少如今的4.2次,常见故障关机時间显著降低,且更新改造后的零部件运作平稳、靠谱。到迄今为止,涂胶压辊组织 沒有出現损坏状况,在机器设备运作中,产品品质也做到了大家的预期效果。

结语
根据对YB45细支型商标纸涂胶设备的的技术性改善,合理的降低了原来的涂胶压辊设备造成 的商标纸常见故障和品质缺点,从节约了检修時间和检修花费。改善小投资,既保证了保障有力,又做到节省节能降耗的目地。而且在此次技术性改善中,提升了科技创新精神实质,另外对怎样节约成本提高效益,提升产品品质扩宽了构思。
文章来源于网络转载,侵删
 ×
×



