

来源:网络转载更新时间:2020-08-05 14:01:05点击次数:3788次
前言
原国家行业标准GB/T9177-1988(真空、真空打气包装机通用技术标准》于1994年公布并执行。历经十余年的发展趋势,真空包装机在构造、作用、技术实力上均拥有非常大提升,原规范的技术标准和主要参数已不可以融入当今的真空包装机,不可以合理地具体指导生产制造和标准产品品质,急需解决新标准的颁布以考量真空包装机产品品质的好坏。因此,我国质检总局我国精细化管理委员会下发了该规范的修定每日任务。新标准修定全过程中,调查了上海市、江苏省、浙江省、山东省等省、市的此类包装机的关键制造业企业。以便获得修定规范的精确根据,对二十余家公司,在其中具有老公司,也是有近些年发展趋势起來的新企业的商品开展了全方位的考评,对设备的特性、重要零部件的可信性开展了用心的实验剖析,对规范中专业术语和主要参数、技术标准和实验方式的改动也开展了深入分析,新标准于2005年公布并执行⑴。文中对规范修定的关键条文开展了剖析和表述。
1专业术语和主要参数的明确
原规范只要求最少肯定气体压强为1.3332kPa而沒有限定抽真空時间。在调查过程中发觉,有的公司为控制成本,商品釆用了特性较弱的真空泵,或大真空室选用小真空泵,减少了生产率。客户在应用那样的机器设备时不太可能过长期地抽真空,也没法发觉是不是已做到真空度规定,导致所包裝的食品易在保存期内霉变。
检验商品时因为无时间限制,达不上真空度规定能够不断地抽真空,直到仪表盘显示信息为要求标值,因此应对那样的品质举报难题没法判断设备是不是达标,因此提升了真空室抽至1kPa需要時间这一条款。
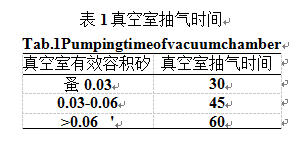
根据很多实验,综合性数据信息显示信息当真空室合理容量RW0.03m3时,所需時间应30s。0.03m30.06m3时所需時间应是V60s(见表2)。
另外在技术标准中要求:在外部标准大气压下,当真空室的最少肯定气体压强不超1kPa时,真空室抽气時间不可超过表1列出标值。
那样针对选用特性较弱的真空泵,或大真空室选用小真空泵,就拥有判断根据。在二零零五年真空包装机产品品质国家监督抽査中,查出来4种供食品行业应用的真空包装机不符这款规定。
1.2真空室气体压强增加量
新标准对真空室气体压强增加量界定为:在外部标准大气压下,真空室的原始气体压强为1kPa经1min泄露,其气体压强的增长值。
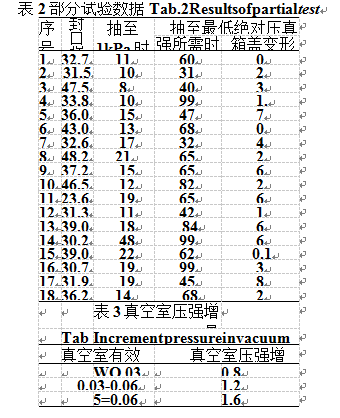
在外部标准大气压下,真空室的原始气体压强1kPa时终止抽真空,经Imin泄露,其气体压强增加量不可超过表3列出标值。
原规范选用的为“真空室容量”,新标准选用“真空室合理容量”,那样的专业术语促使真空腔的具体容量更加精准。此次修定减少了气体压强增加量,能够更合理地限定因为密封性系统软件特性欠佳导致一边抽真空一边泄露导致电力能源消耗的商品,气体压强增加量数据信息根据很多实验及测算得到 ,一部分实验数据信息见表2。
13包裝工作能力
原标准包裝工作能力的计算方式为
句装工作能力-单独热封口合理长短x单宰热封爭
包筱工作能力-包装袋子热密封长短X单至热封杀数X每钟头工作中循环系统频次这类计算方式沒有对肯定气体压强的限定,非常容易夸大包裝工作能力而欺诈顾客,因而提升了肯定气体压强做到1kPa的限定,另外选用现阶段许多 公司应用的考量方式并界定包裝工作能力为:在外部标准大气压下,真空房间内的肯定气体压强做到1kPa时,一个工作中循环系统所必须的時间。实验方式为工作中刚开始时记时,肯定气体压强做到1kPa时记时终止,这段时间即是其包裝工作能力。取消了繁杂的测算,使之简易而更有效。
1.4封口管理中心距
原规范中不存在专业术语,但现阶段制造行业上应用广泛,客户采用时为此分辨设备尺寸是不是适合,因而新标准中确立界定封口管理中心距为热封口管理中心至对门真空房间内壁的间距。
2技术标准的明确
新标准中除对真空室的最少绝对气体压强和真空室的气体压强增加量明文规定了技术标准外,还明确了以下几点。
(1)真空室抽真空至1kPa时,包装机机盖的形变量应不超机盖长短的6短。据顾客体现,有的公司为控制成本,应用的壳体板材过薄,抽真空时箱盖形变过多,一些乃至应用大半年机盖便会裂开,因此提升了此项技术标准,限定不过关原材料的应用,综合性实验数据信息得出6為的指标(表2)。
(2)包装袋子的热密封抗压强度:热密封能够承担的抗拉力不可低于表4列出标值。现阶段应用的包装制品广泛优于二十世纪八十年代,依据实验的数据信息(见表2),热密封抗压强度指标值均远远地超出原规范标值,因而,将原来热密封抗压强度多方面提升,一般复合包装袋提升了5倍,蒸煮袋提升了2倍(见表4)。

另外规定包装袋子的热密封应整平,不应有皱褶及灼化状况。此外包装袋子经负压和跌落试验,密封应完好无缺。这种规定能够更好地确保了制成品的密闭性。
(3)依据国家行业标准GB/T5226.1—2002《工业机械电气设备第1部分:通用技术条件》规定⑵,提升了对真空包装机的用电安全规定。包装机的电气控制系统应安全性、精确、靠谱;标示仪表标示精确,真空房间内的导电性线不可外露;包装机需有靠谱的接地系统,并有显著的接地装置标示;驱动力电源电路输电线和接地保护电源电路间的接地电阻应不小于1MQ;包装机的电路系统应承受交流耐压试验而无穿透和飞弧状况。
(4)原规范未要求噪音限定,依据我国对噪音污染的限定要求,新标准包装机在真空泵工作中时,其噪音应不超82dB(A)。
为清除真空泵排气管时的啸鸣叫声,要求为真空泵工作中时噪音精确测量值。
3实验方式的明确
.根据不断实验及普遍征询建议,明确了以下实验方式。
3.1空运转实验
为查验设备特性每台包装机应做航空件转实验,持续航空件转時间不少于1h,工作中零部件安裝坚固无松脱状况,姿势应精确、无卡阻、无异常响声。原规范不存在新项目,提升此项能够更好地确保了设备的可靠性。
3.2最少肯定气体压强实验
在外部标准大气压下,将真空近视度数显检测仪表的感应器与通往真空室的三通紧密相连后抽真空,精确测量真空室的最少肯定气体压强并记时,应合乎表1要求。原规范未要求感应器的操作方法,这儿注重与真空室的三通联接是以便另外检验出管道的泄露。
3.3气体压强增加量实验
在外部标准大气压下,将真空近视度数显检测仪表的感应器与通往真空室的三通紧密相连后抽真空至1kPa终止,经1min泄露,其气体压强增加量应合乎表3要求。
3.4接地电阻精确测量及耐工作电压实验各自应用兆欧表及耐工作电压检测仪按GB/T5226.1-2002中的实验方式精确测量。
3.5热密封抗压强度实验
原规范未得出确立实验方式,新标准依据原材料实验方式要求:在持续密封的包装袋子中任取25袋,沿每一个袋密封的左、右位置各取一条试件,共50条试件开展实验。每条试件宽15mm,与密封长短竖直方位上面长50毫米、180。平整后长短为100毫米,将密封坐落于正中间的试件两边置放在试验仪的工装夹具中。工装夹具间间距50毫米,实验速率(300±20)mm/min,载入试件破裂时的较大荷载。以全部试件荷载中的最少3个值的均值做为密封抗压强度值,应合乎表4规定。
3.6负压和跌落试验
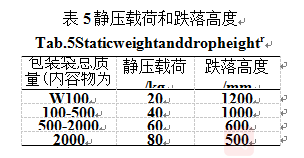
(1)在持续密封的包装袋子中任取25袋,将实验袋放在二块充压板中,底版上挂有测纸。充压板的面积最少应是实验袋放置展开面积的二倍,其表层应光洁、整平。用砥码慢慢载入到表5要求的荷载,维持1min,查验包装袋子,不需有泄露状况。
(2)在持续密封的包装袋子中任取25袋,将实验袋热熔密封朝下,方位与冲击性橱柜台面竖直,从表5要求的坠落高宽比坠落,检查包装袋子热熔密封,应合乎表5规定。.
3.7机盖形变量实验
在外部标准大气压下,将真空近视度数显检测仪表的感应器与通往真空室的三通紧密相连后抽真空至1kPa时,精确测量箱盖长旁边较大形变处对选中标准的间距,精确测量5次,取均值。
4结语
湿粕选用机械设备脱溶方式,事先去除绝大多数有机溶剂,能够 减少粕残油,降低蒸离线以及冷凝一部分的负载,从而减少溶耗、汽耗,做到减少产品成本。该方式特别是在适用用醇类作浸取有机溶剂的湿粕脱溶工艺流程。因而,应相互配合新式有机溶剂浸取加工工艺的开发设计,科学研究出相对的湿粕机械设备脱溶方式。
文章来源于网络转载,侵删
 ×
×



