

来源:网络转载更新时间:2020-08-05 13:35:23点击次数:3550次
0前言
铝型材包裝的速率和包裝品质在铝型材包裝制造行业中起主导作用。现阶段铝型材包裝关键借助人力,一般由几个人进行,一天的包裝生产量比较有限,并且包裝实际效果良莠不齐,包裝高效率低的另外,包裝品质也一般,危害包裝公司经济效益。因而公司对智能化全自动包装机的需要量越来越大,期待能完成铝型材包裝的自动化技术,以提高效益,保质保量。根据以上要求,文中设计方案了一种智能铝型材包装机,完成铝型材的全自动上料、全自动旋转、层叠成形、全自动悬在空中穿袋、绑扎和全自动开料,选用运动控制器和通信型交流伺服电机对各电动执行器开展伺服控制系统。
1系统设计方案
1.1系统总体总体设计
系统总体构造如图所示1所显示。
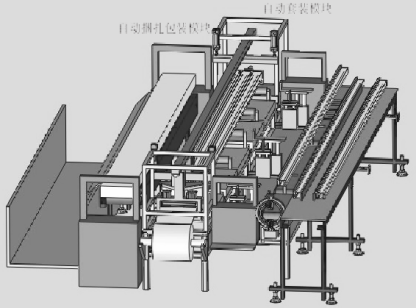
图1 铝型材智能包装机总体框架图
智能包装机包含双铝型材分离出来控制模块、旋转消息推送控制模块、装包提高控制模块、全自动水果套袋控制模块和全自动绑扎包裝控制模块。在其中,双铝型材分离出来控制模块承担将输送皮带回来的双铝型材分离出来起来,便于旋转消息推送;旋转消息推送控制模块承担铝型材的送料、梳理、消息推送,码垛;装包提高控制模块承担将铝型材码垛消息推送;水果套袋控制模块承担将早已码垛好的铝型材水果套袋;全自动绑扎装包控制模块承担将早已套好袋的铝型材绑扎,装包。
1.2包装机包裝生产流程剖析
包装机启动最先进到启动提前准备情况,双铝型材分离出来控制模块将双铝型材分离出来,旋转消息推送组织 及时,铝型材底座及时,提前准备运作。全部包裝生产流程以下:
(1)铝型材健身运动至输送皮带感应器部位,输送皮带终止,
旋转消息推送控制模块固定支架汽缸冉冉升起。
(2)夹紧气缸夹持铝型材,旋转设备转动到设置视角后夹紧气缸松掉,旋转设备反方向转动校准,固定支架汽缸降低。
(3)输送皮带健身运动到固定不动部位后终止,无杆气缸健身运动消息推送铝型材。
(4)之上次序反复三次后,自锁机构降低固定不动高宽比,再消息推送3次,旋转气缸健身运动。
(5)消息推送组织 健身运动到固定不动部位,升降机伺服电机健身运动,铝型材迟缓降低,待铝型材落入辊上后升降机伺服电机迅速降低回位,无杆气缸健身运动,张袋器夹持铝型材,后端开发真空吸出风口顶紧铝型材。
(6)机械臂健身运动到固定不动部位,爪子撑开封袋,机械臂拖包装袋健身运动到固定不动部位后爪子松掉,两边热封机健身运动断开封袋,张袋器归位,真空吸出风口回位。
(7)捆扎机升高绑扎铝型材,绑扎结束后捆扎机降低,将铝型材推下,机械臂回位。
2控制系统设计方案
2.1控制系统构造构成
系统以互联网型运动控制器主导控制板,承担交流伺服电机、汽缸、真空包装系统的控制,感应器和真空泵工作压力的载入及系统故障检测与安全性。全部全过程依照事前定编。
系统解决方法
健身运动管理程序全自动进行所有工作。控制系统装有触摸显示屏工业触摸屏,可省时省力地设定和改动主要参数。控制系统可在全自动与手动式二种控制方式中间灵便转换。在人力作业模式下,全自动方式无效,铝型材的送料、旋转、层叠、绑扎均可独立选用人力实际操作;全自动作业模式下,人力作业模式无效,控制模块中间依照现有的程序流程全自动实际操作。
控制系统框架图如图2所显示。
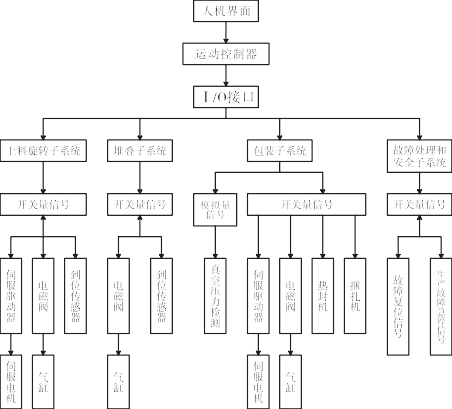
图2 控制系统框架图
2.2控制步骤
系统控制步骤如图所示3所显示。
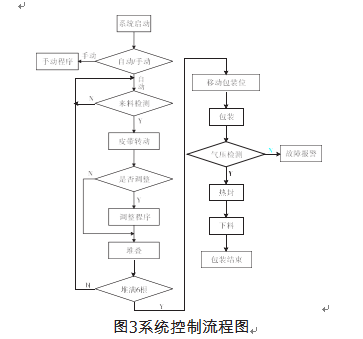
图3系统控制流程表
系统起动后,可在手动式与全自动方式中间转换。在手动式方式下,实际操作工作人员可对电动机开展步态分析,也可对汽缸开展点动,进行程序流程的准备工作与系统常见故障的排查。系统进到全自动方式后,传输传动带开始运转。上一步工序以稳定的速率将生产加工进行的铝型材运输至传动带后迅速运输至全自动装包系统内。系统能够根据触摸显示屏的人工选择等方法获得当前铝型材码垛信息内容,该信息内容包括单垛铝型材序号及每一个序号相匹配位置信息(即旋转视角信息内容),当系统取得成功获得码垛信息内容后就可以刚开始全部步骤。根据序号的增长,程序流程将全自动配对铝型材等码垛部位及码垛视角,并在进行整垛堆垛以后跳出来单垛堆垛循环系统。
系统进行单垛堆垛以后即进到包裝环节。最先由L型料架将成垛迁移至装包地区,并在及时后开展预装包实际操作;系统根据IO控制模块与废纸打包机系统通信,传出装包通告;废纸打包机得到 装包通告后由本身控制系统进行上升、抱合、装包、校准等姿势,并在进行装包后意见反馈装包进行数据信号,如图4所显示。
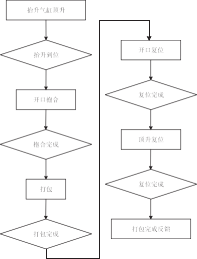
图4 废纸打包机姿势流程表
系统在接受到装包进行数据信号后即开始水果套袋姿势,包括水果套袋、真空包装、热封等分姿势。进行水果套袋姿势后,系统再度传出装包通告,开展水果套袋后装包,装包进行后,倒料汽缸对进行装包的铝型材包开展倒料,系统进到下一循环系统。
2.3系统控制节奏测算
堆放全过程分成两个阶段,下一层堆放需41s,顶层堆放并进行迁移需47s,如图所示5所显示。成垛迁移至包装工位后刚开始装包水果套袋,节奏如图所示6所显示。单步循环系统全过程一共必须138s,满足需求。
3结束语
文中从系统视角阐述了一种铝型材智能包装机,选用互联网型运动控制器和通信型交流伺服电机对每个实行全自动动化运用,状况、团小组巡查状况、团小组人员名单的统计分析,以表格的方式让技术人员可以更为直观便捷地做小结。
4成效运用及效果分析
无人飞机信息化管理系统中的Web服务平台程序安装于无人飞机库及充电电池杜兰特的电脑上中,而APP手机软件(名字为UAS)安裝于机巡全过程应用的平板电脑或手机上中,如图所示3所显示。

(a)安裝于电脑上中的pc端系统 (b)安裝于平板电脑/手机上中的APP(UAS)
图3运用中的无人飞机信息化管理系统
无人飞机信息化管理系统运用后,创建了规范性的无人飞机应用步骤及飞手学习培训体制。根据条码扫二维码备案的方法纪录机器设备的进出库,并全自动统计分析机器设备的使用时间、频次等信息内容,进而能够依据这种电子信息科学地维护保养无人机电池,提升机器设备使用寿命,降低机器设备毁坏及遗失;根据纪录飞手学习培训的時间和每日任务巡查状况,考评飞手,有目的性地学习培训飞手,进而提升飞手对无人飞机的操纵水准和素养,并依据飞手不一样的操纵水准分配巡查每日任务,确保线路巡视的品质和安全性。系统还完成了无人飞机信息内容互联网大数据自动化技术统计分析、网格化管理的管理方法,可自动生成各种表格,启用信息内容省时省力。
文章来源于网络转载,侵删
 ×
×



