

来源:网络转载更新时间:2020-08-04 11:37:38点击次数:4097次
前言
在中国烟草八十年代初至九十年代初很多引入了法国斯慕门企业生产制造的B1包装机组,迄今仍是许多烟厂的主要型号,初期引入的B1包装机电控系统选用的是逻辑性pcb线路板做为自动控制系统,伴随着电子信息技术的发展趋势、工业控制系统自动化技术的持续提升,B1发电机组逻辑性pcb线路板的操纵方法落伍,难题较多,返修率高。为解决困难,对B1发电机组电控系统开展了认真细致的科学研究,以“简易好用”为设计方案观念,开发设计出B1发电机组新式电控系统,以PLC、工控电脑、变频调速器为关键的操纵核心理念替代原来落伍的自动控制系统,进一步提高了B1发电机组电控系统的可信性,更新改造后,根据很高的可靠性的PLC做为关键,运用完善的直流变频变速技术性取替直流电驱动器,选用工控电脑显示信息工业触摸屏与PLC融合,将B1发电机组的全部信息内容以动态方法,形象化的显示信息,有利于实际操作。另外还具备同上台通信,集中控制系统,信息化管理数据收集等作用的完成。
1系统改造方案
充分考虑B1发电机组各构成部分自觉性强、有利于检修调节,为反映原发电机组操纵优势,新式电控系统仍釆用各一部分独立操纵,独立显示信息,信息网络相通,做到统一总体,系统软件融洽。
I1自动控制系统
将以电子计算机为关键的自动控制系统,改成以可编程控制器和工控电脑为关键的自动控制系统。
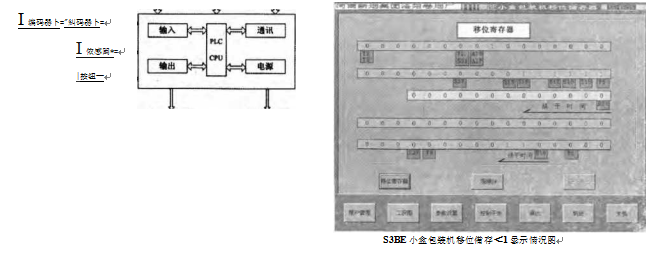
更新改造以PLC和触摸显示屏为关键的电气设备自动控制系统,进行B1发电机组的操纵与显示信息。新式电控系统预埋的网线端口,为生产车间网络化管理及远程控制数据收集出示服务支持(如图所示1)。
全部电动机的操纵均由PLC根据计算机接口操纵变频器开展PID调整,进行速率的操纵作用。
1.3人机界面
发电机组原来的NF、BE、RC、NK/FHZ四个显示器,均是由电子计算机控制的英文仿真模拟显示器。更新改造后显示设备选用汉语液晶显示屏触摸显示屏,由汉语显示信息基本信息,取代英文常见故障编码;用系统软件的工作状况图显示信息每个单机版运行状态的实时信息,替代原系统软件单一信号指示灯显示信息,使机器设备基本信息显示信息更为形象化,有利于视频监控系统的运作及基本信息的査询。工业触摸屏増加监管作用,给实际操作与检修产生便捷。
各单机版的工作状况1.2驱动器系统软件BE小包机价格和RC包包全透明机,原系统软件均选用直流电控制板操纵直流无刷电机进行驱动器作用,现改成由软启动器拖拽三相多线程一般Y系列产品交流电动机进行驱动器作用;发电机组的其他7台电。
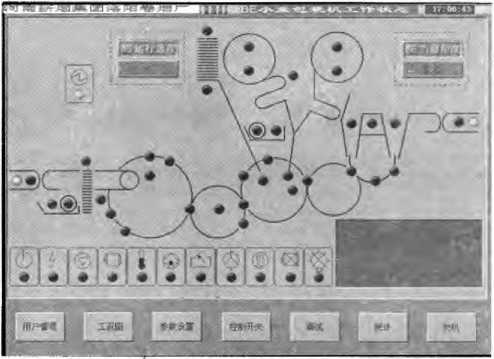
图2BE小盒子全自动包装机运行状态实时监控系统显示信息状况图,
1.4全智能探测器
BE机原系统软件缺支、什么是空头探测器选用的均是模拟量输入数据信号,关键以pcb线路板和20个可变电阻构成。更新改造后,再次投计一套全智能缺支、什么是空头探测器,撤销原先的pcb线路板操纵方法。767每一个检测点具备总计作用,一切正常时数据信息均布,要是没有均布,依据累计数分辨探测器安裝部位是不是准稽,还可分辨767每一个检测点光电管的特点是不是有转变。
在工控电脑上的质调节”页面中,实际操作工作人员能够 査看移位寄存器JR及其什么是空头调节时的情况,如图16所显示。当BE泊车时,能够 査看IR情况;BE泊车且检验关掉时,能够 开展“什么是空头调节”。移位寄存器(图3)中,实际操作工作人员能够 见到5行数据信息,数据信息挪动方位与烟支挪动方位一致,均为自右往左边。“IR情况”用于监管全自动包装机的每个检测点,其顺序排列与PLC相一致。"什么是空头调节”时显示屏左边显示信息bit3bit6bitlbitO的当今情况,每点一下一次“什么是空头调节”按键完成一次开/关情况的转换。“什么是空头调节”关掉时,显示屏上边灰黑色框架内显示信息“关七“什么是空头调节”开启时,显示屏上边灰黑色框架内显示信息“开气特别注意的是:当“什么是空头调节"开启时不允许进到别的对话框。
1.5PLC温度控制控制模块
原B1机温度控制选用的是旋钮式温度控制仪,改成PLC温度控制控制模块操纵溫度,提升溫度线性度,并将溫度显示信息与设置集成化于工控电脑触摸显示屏上,调节便捷,可靠性高。
1.6数据信息数据分析及实时监控
新式电控系统具备计算速度更快,信息内容存储量大,可信性高特性,并可与远程计算机连接网络,完成实时监控作用。(参照图4)
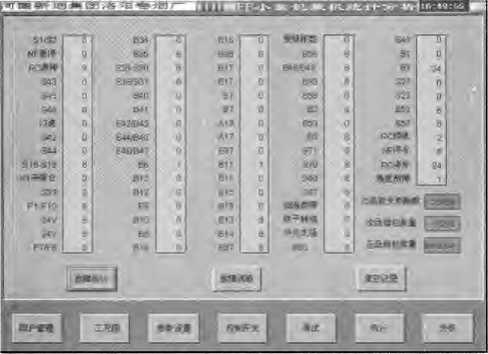
图4BE小盒子全自动包装机数据分析显示图
17RF和pp新式中,原BE和RC电器柜內部应用发烫元器件较多,在应用全过程中,柜里溫度一旦超出35龙,电脑上非常容易出現常见故障。更新改造后,电器柜在运作全过程中造成的发热量大大的降低,各种各样元器件对溫度的规定都不高,因而只需安裝排风扇,在室内温度下就可以考虑应用规定。此外,改善后的电机控制相內部电气元器件较改善前大大减少,柜里电气元器件合理布局、简易,看上去给人一种轻快的艺术美。
1.8FHZ、NK条包一部分
条包一部分选用PLC加触摸显示屏的改造方案,PLC(可编程控制器)工作中平稳靠谱,十分适用很多的或运算,用PLC取代逻辑性pcb线路板,能够 大大减少常见故障发病率,简单化了电控系统构造,有利于检修和维护保养。触摸显示屏与PLC即时互换信息内容,监管全部设备的运作情况,显示信息工作状况信息内容和常见故障信息内容,界面选用图型方法,实际操作工作人员能够 便捷的挑选界面,针对实际操作应用和维护保养都出示有效的协助。
1.9视角检验
BE.RC一部分撤销原増量式伺服电机,选用平方根伺服电机,使机器设备部位角度测量仪更精确。FHZ/NK一部分选用轴伺服电机替代FHZ/NK的机械设备凸轮轴,提升检验视角的精密度。
L10互联网及扩大
新式电控系统选用了优秀的网络模块,具备较强的对外开放网线端口,可适用多种多样国际网结标准协议,大大的便捷数据收集互联网作用。另外以便有利于扩大系统功能,PLC输入输出模块都留出预留点,依据客户规定可随时随地提升作用。
2软應件控制系统设计
B1包装机组归属于高速硬包包装机械设备,因为其运作速率较高(800。支/分),机械设备姿势多,基准点较多,务必有相对的手机软件、硬件配置支撑点,才可以做到操纵规定。 '
2.1可编程控制器采用S7-3153DP型号做为操纵服务器,依据具体必须组态软件PLC,操纵特性考虑和合乎原来逻辑性规定。
2.2变频调速器选用丹弗斯企业生产制造的VLT5000产品系列。
2.3BE、RC工业触摸屏采用企业MP37012寸真彩触摸显示屏,FHZ工业触摸屏釆用企业MP10.5寸真彩触摸显示屏°
2.4工控电脑选用GE公司触控式工控电脑,安裝GE公司IFIX4.0电脑监控软件。
2.5BE、RC主电动机采用一般交流电动机;其他七种较小交流电动机采用一般交流电动机°
3新自动控制系统的特性
3.1维持原机全部作用和实际操作方法。
3.2维持原来的总体合理布局和接口标准,当场安裝方便快捷息
3.3“PLC+软启动器”控制系统的运用,降低常见故障頻率。
3.4电气元器件购置非常容易,且价钱相对性较低,能够 合理降低运作花费,节省产品成本。
3.5具备数据信息数据分析、常见故障査询、智能化系统警报作用,较大水平的便捷检修和实际操作。
3.6优良的扁页面,主要参数改动便捷,机器设备即时情况监管形象化。
3.7全智能続支,空头探测器具备自学习培训作用、自确诊作用、实时数据显示信息作用,767每一个检测点具备总计作用,单根调节作用.
4结语
此次更新改造以PLC为下位机,工控电脑为上位机软件,对BE小包机价格、RC包包全透明纸包装机、FHZ、NK条包一部分的更新改造,用PLC取代了过去的逻辑性pcb线路板,在结构设计上去除了原型号返修率较高,主板价格昂责的难题。在上台工业触摸屏中,机器设备中的全部常见故障点都能详尽、精确的显示信息出去,针对实际操作及维修人员而言,当机器设备出現常见故障时,要是依据页面提醒,就可以快速精确的分辨岀大部分常见故障部位并马上清除,机器设备合理工作率获得了明显增强。从所述选件中能够 看得出,新设计方案的电控系统选用了销售市场上通用性的电气元器件,绝大部分配件都能够从中国销售市场上立即釆购,全部的配件都比原先电控系统配件低成本,能够 节省检修花费,减少配件成本费。系统的统计信息作用和预埋的网线端口,为未来生产车间的网络化管理及远程控制数据信息釆集出示服务支持。
文章来源于网络转载,侵删
 ×
×



