

来源:网络转载更新时间:2020-08-04 11:21:12点击次数:4984次
伴随着住宅工业化、电力能源交通出行等基础设施建设基本建设的持续发展趋势,钢筋钢筋混凝土的跨距和经营规模也越来越大,传统式的钢筋搭接、电焊焊接等钢筋接口方式不管从联接品质、高效率還是可执行性均不可以考虑制造行业快速发展趋势的要求。钢筋套筒连接技术应时而生,已变成当今钢筋的关键接口方式,特别是在适用高铁动车、核电厂、多层建筑等关键运用场所[1-2]。
现阶段,钢筋连接套的包装方式大多数选用人力开展包裝,具备耗时费力、高效率不高、劳动效率大等缺陷,不能满足现阶段市场的需求,急需技术性改善。因而,设计方案产品研发具备自动包裝作用的钢筋连接套包装机械设备替代人力劳动者是当今生产制造和生产加工公司的逐步实现。
1钢筋连接套自动包装机整体方案设计方案
设计方案规定:规定所设计方案的包装机可以完成M18-M32连接套自动封袋,与检测、激光打标工艺流程对接,包装制品为包装袋。
设计理念:包装机自动梳理连接套,而且自动制作包装袋、密封、运输,进行包裝。
加工工艺线路:依据连接套的外观设计结构特点,基本设置选用垂直包裝,连接套在输送带上最先历经梳理组织开展梳理记数,抵达特定部位,经过汽缸消息推送到包裝电动执行器,电动缝纫机开展密封,断开组织断开,进行制作包装袋包裝的全过程。包装工艺线路为连接套上料—连接套运输—连接套梳理—连接套消息推送—包装袋子底端与顶端密封—包装袋子双侧面密封—卸袋等。
当代包装设计日渐朝着高宽比机械自动化和自动化的方位发展趋势,各种物件的包裝工作大多数选用自动包装机械或自动包装流水线进行[3-8]。论文参考文献[9—15]等包装机械设备的方案设计,融合钢筋连接套自动包裝的技术标准,明确钢筋连接套自动包装机的整体方案。构造如图所示1所显示,关键由声卡机架、运输组织、梳理组织、消息推送组织、缝制组织、断开组织、卸袋组织等构成。
1)梳理组织 该组织的功效是将连接套梳理、排序、计量检定,并传至预订工序。
2)消息推送组织 该组织将包装制品和连接套由一个包装工位次序传输到下一个包装工位。
3)缝制组织当消息推送组织把连接套消息推送到指定位置时,缝制组织刚开始密封,这儿选用四边缝制,在其中包装袋顶端要双排缝制,包装袋子两边的电动缝纫机另外对包装袋两边缝制。
4)断开组织选用冷切即运用金属材料刃口将包装制品剪断。
5)卸袋组织将包裝好的商品从包装机上卸掉、定项排序并輸出,能够 运用陡坡设备依靠产品工件的自身重量滑到下一工序。
自动包装机应用电动机和液压机驱动器,包括传输传动链条电动机、输送带电动机两个驱动电机和消息推送液压油缸、缝制液压油缸、裁切液压油缸3个驱动器液压油缸。电机驱动器将产品工件送至传输链上,接着根据油马达驱动器液压推杆将产品工件放置齐整,消息推送液压油缸将产品工件送至顶端、底端缝纫工位,缝制液压油缸促进电动缝纫机开展顶端与底端密封,产品工件往前运输,侧面电动缝纫机对运输全过程中的产品工件开展侧面缝制,包裝好的产品工件根据卸袋组织自动卸袋。自动包装机可以完成钢筋连接套自动上料、理料和包装袋子自动上料、自动封袋及密封、自动卸袋等作用,与手工制作包裝对比,大大的缓解了劳动效率。
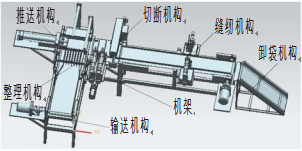
图1钢筋连接套自动包装机整体框架图
2重要电动执行器设计方案
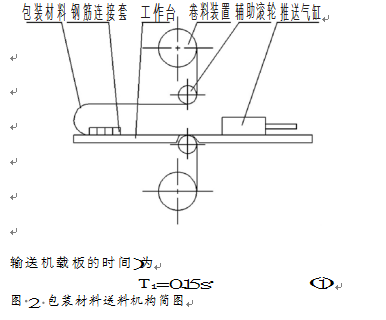
2.1包装制品给料组织设计方案
包装制品给料组织为钢筋连接套自动包装机出示包装制品,根据包装制品的2种方式,相匹配2种给料计划方案。第一种计划方案包装制品为三面密封的编织袋。产品工件在输送带上排序齐整后,感应器检验及时,消息推送设备将产品工件送入撑好的包装袋子,反复排序和消息推送直到做到包裝总数。全自动封口机将其密封并卸袋。此计划方案的缺陷是消息推送设备消息推送商品时,以便避免 产品工件使包装袋子形变,务必用别的设备将包装袋子口卡紧。
第二种计划方案是有2卷包装制品一上一下,全自动封口机将其尾处密封,随后消息推送设备将排序好的产品工件送入一上一下的包装制品中,做到总数规定后,将顶口与底口封死并断开包装制品,输送带再次往下传输,两边的电动缝纫机将包装制品的两边封好,随后卸袋。此计划方案省掉了包裝出口处的卡紧设备,为后边安裝调节设备出示了充足的室内空间。包装制品给料组织示意图见图2。因而采用第二种计划方案。
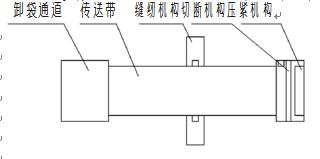
2.2切断组织设计方案
横着压袋和缝制组织将已包裝好的钢筋连接套
2)运输時间
运输時间为平板式皮带输送机的间歇性健身时间,另外也是将物料理成单双排原材料的時间,依据产品工件排序间距和传输速度能够 测算单双排時间为
T2=0.85s。 (2)
3)液压油缸消息推送产品工件封袋的時间
单双排原材料的理料時间和运输時间为同一时间,液压油缸往前消息推送单双排产品工件時间为
T3=s/v=0.5/0.5=1s。 (3)
倒退時间为
T4=0.5T3=0.5s。 (4)
消息推送一袋的钢筋连接套必须的時间为
T5=n×(T2+T3+T4)=25.85s。 (5)
4)电动缝纫机横着缝袋的時间为
的底侧开展密封,再运用断开组织将2层包装制品断开。因为两边的口都还没封,因而再在输送带的
5裁切的時间为:
两边安裝一个或是两个自动电动缝纫机。伴随着输送带的挪动,包装制品两边张口挪动到电动缝纫机口下,随着传
竖向缝袋裁切時间各自与横着缝袋及裁切时动带的挪动由电动缝纫机将其自动封好,这时密封完毕。因为密封、断开及其缝制集聚在一块,因而务必考虑到每个组织中间的室内空间部位,避免 产生室内空间干预。合理布局平面图如图所示3所显示。
间同样,工作中全过程中卸袋与送料另外开展,不容易互相影响,因而卸袋時间能够 忽视。
6)包裝一袋的总時间为
T=T1+T5+2×(T6+T7)=29.5s。(8)
因而,钢筋连接套自动包装机的生产率为
卸袋安全通道 输送带 缝制组织断开组织卡紧组织
4结束语
钢筋连接套的工作中循环系统包含上料時间、运输钢筋连接套的時间、液压油缸消息推送产品工件封袋的時间、电动缝纫机横着缝袋的時间、裁切的時间、竖向缝袋的時间、卸袋的時间。以M18产品工件为例子各姿势上班时间以下。上料设备与检测、激光打标工艺流程对接,依据加工工艺规定,取原材料的送料時间(即是原材料由送料槽掉入平板式产品研发了一种具备自动包裝作用的钢筋连接套包装机械设备,制订了包装工艺关键技术,设计方案了整体方案和整个设备构造,完成了钢筋连接套的自动上料、运输、封袋、密封、卸袋等自动包裝作用,解决了生产制造当场存有的手工制作封袋、包裝高效率低、劳动效率大等具体难点。
产品研发的机器设备具备下列优势:1)包裝高效率,可进行每钟头122袋的包裝每日任务;2)适用范围强,适用钢筋连接套螺纹M18-M32等多种多样规格型号的包裝;3)自动化水平高,节省成本,可以大幅度减少职工的劳动效率。
机器设备产品研发的存在的不足是目前调节机械设备为手动式调整,当产品工件规格型号、包裝规格型号产生变化时调整时间太长,事后会对于此事关键改善。
文章来源于网络转载,侵删
 ×
×



