

来源:网络转载更新时间:2020-07-24 10:07:40点击次数:3403次
近年来.随着商品经济在我国的不断发展和对外贸易的扩大,越来越多的人们在选择商品时,不但讲求质量.而且也开始讲求包装。从而在我国的工业企业界几乎引起了一场产品包装革命。
焊管行业的六角包装.于是便应运而生,并且深受用户的青睐。它不仅克服了圆形自然包装的易散包.丢失拉弯等缺点,而且方便运输,外形美观
焊管新标准对包装超出了严格要求。比如:冶金部1986年颁布的YB(T)44-86流体输送用电焊钢管标准就规定了在焊管生产入库前,应对其实行六角包装。
六角包装机的种类很多,目前最先进的是从国外引进的自动打包机,自动化程度较高。然而其结构庞大且复杂,维修很不方便,利用率很低,且价格昂贵。还有一些气动、液动包装机,虽然成本较低.维修方便,但适用性很差,受场地、环境的限制。如:冬季露天便不适作业,而且包装质量也不过关。我厂自行制作的六角包装机.采用手动型,成本低,包装质量高,适用性好,占地面积小.探受我国焊管厂家的欢迎。
2六角包装机设计及制作的构思
对于该机的制作,我们本着维修方便,结构简单,投资少,实用性强及适用性广的原则,进行了多方案的现场试验,最后确定现在使用的这种形式包装机。它的包装质量符合GB2102-88及YB(T;44-86标准要求。
具体设计过程是:
首先.必须有一个固定模具,具体结构
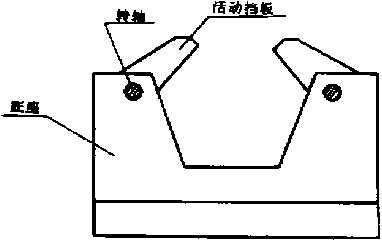
图1固定模具
其次,也是六角包装机最关键的一环,就是如何使钢管包紧而不松动,这便渉及到钢管六角包装机的活动夹具(我们俗称夹紧器)问题,针对这个难关,我们设想了几个方案。
(1〉利用气动包装
此种夹紫装置.也可以完成六角包装但纬果不能令人满意。
1) 机械阻力增大,气动执行机构失效;
2) 不适于四季露天作业包装;
新占地面积大、投資相应增加;
(2) 利用液动包装
此种方法虽然在包装的夹紧方面有所改善,但其缺点同气动包装相同.还要增设液压站,投资更大。
(3) 手动夹具
1)结构形式
它的结构形式如图2所示。
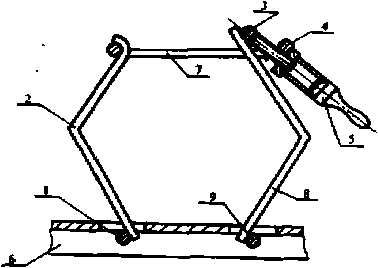
图2钢管六角包装夹紧器
I、2、3-活动較链2、8-活动央板―I5-活动手柄6T2*措俐7-锁紧拉板
2>工作原理
此种方案结构简单可靠,占地面积小,投资少,属于手动实用型六角包装机械"根据所包装的钢管定尺长度的不同,所需夹紫器的数量也不一样。比如:定尺为6m长的钢管可用三套夹具(固定与夹紫各三种)。再根据包装根数的规定进行包装。序号1、9为活动轴,它与序号2、8活动夹板分别焊在一起,穿在槽钢6的两侧,以及当钢管进入固定模具时,使其具有一定的开口度.槽钢6底部留有开口。
包装前,把用气动折边机做成的相应规格的六角包装带放入夹紧器内,包装带底边应低于固定模具底边。然后,铜管按六角根致并使管端顶齐摆好后,使序号7的活动锁紧拉板挂在序号2上.压紧序号5手柄使之夹紫,再用电焊把包装带焊牢,便完成了钢管的六角包装过程。
利用这种方法包装后的钢管非常牢固,经试验检査,合格率达100%。且外型美观、整齐,易于运输、存放。这种装置在我厂使用两年,多次获得用户单位的好评,为社会创造了较大的经济效益,同时也提高了我厂的质量信誉。
3包装钢带气动折边机
我厂釆用的六角包装钢带的挑格是2.75〜4.0mm厚.40~60mm宽,利用了制作管坯剩下的边角余料。此折边机结构简单.造价较低,占地面积小。具体的工作原理为:
(1>先按相应品种规格.计算出六角包装带的展开长度,并留出适当焊接余量,制出表1。
表1
|
公称口径mm |
包装根数 |
包装带边长*mm |
毎捆理论重量t |
||
|
6m |
7m |
10m |
|||
|
15 |
169 |
161 |
L276 |
1.448 |
2.126 |
|
20 |
127 |
176 |
1.213 |
1.450 |
2.071. |
|
25 |
91 |
187 |
1.3卽 |
1.544 |
2.206 |
|
32 |
91 |
236 |
i.70y |
1.993 |
2.818 |
|
加 |
61 |
220 |
1.406 |
1.640 |
2-343 |
|
50 |
37 |
215 |
K0K3 |
1.263 |
1.80-1 |
|
65 |
37 |
270 |
I^73 |
1718 |
2.455 |
|
80 |
37 |
317 |
1.850 |
2-160 |
3.0B5 |
|
100 |
19 |
厂294 |
1.237 |
1-443 |
2.062 |
|
每捆钢管的捆扎道次 |
3 |
3 |
4 |
||
包装带边长系理论数据.
ERW管,抗拉强度和屈服强度与CW管和ERW管差别很小。
SW管、CW管和ERW管的测定硬度比较示于图15。由图可见.SW管和CW管一样,基底金属和焊缝之间在硬度上无明显差别。
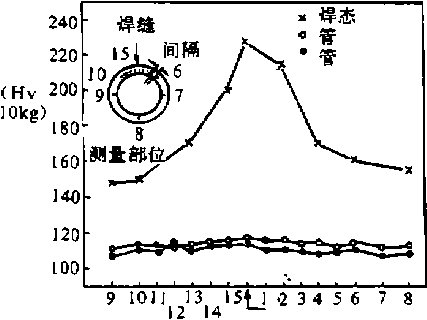
915硬度测量结果
根据这些性能,SW管与CW管和ERW焊态管相比.更适于在室温下进行扩口、折边、弯曲和旋锻等难以进行的各种加工,
SW法作为ERW法的一种新工艺已由美国石油学会审定,能生产API-5L级X-46号等焊管,生产率较高。SW管的适用标准列于表2
(2)把钢带插入折边机平台的槽内,并按表1规定的边长数调整长度。
(3)开动气动换向按钮.随时打出六厢形包装钢带。
4标准化
由于高频焊管的规格不是单一的,这样随着规格的变化.六角包装带、夹紧器及固定模具几何尺寸也相应改变。因此,不能每个规路的钢管就制作一套包装机,必须纳入
|
表2适用标准 |
|
|
应 用 |
1 适用标准 |
|
會通水管、煤气管、油管 |
ASTMA53,A]20,A135 |
|
蒸气管和空气管 |
BS1387,3601 |
|
|
API5L(A.B、X-42、X46> |
|
总管 |
JISG3452.G344LG3454 |
|
电缆管 |
BS31-^0 |
|
|
UL-6 |
|
结构用管 |
ASTMA500 |
|
|
BS980,1139,1717 |
|
|
JISG3444 |
4结论
SW法是超出传统CW法和ERW法的一个划时代的新的焊管法。该法将CW法和ERW法的优点結合起来.具有生产率高、焊缝可靠性大、弯曲率高和开坡口耐蚀性强等特点。
凡ERW法能生产的产品.SW法均能生产,而且通过控制材料成分和轧制温度,还能开发新产品。
文章来源于网络转载,侵删
 ×
×



